Mantenimiento preventivo y sistema de reparación
"Organización de reparación de locomotoras"
Introducción: asignatura, meta y objetivos de la disciplina.
1. Sistema mantenimiento y reparaciones actuales de locomotoras.
1.1. Tareas y contenido de mantenimiento y reparación de locomotoras.
1.2. Tipos de mantenimiento y reparaciones actuales de locomotoras.
1.3. Ciclo de reparación.
1.4. Diagnóstico en el sistema de mantenimiento y reparación de locomotoras.
1.5. Eficiencia técnica y económica del sistema de mantenimiento y mantenimiento de locomotoras.
2. Organización del mantenimiento y reparación de locomotoras.
2.1. Métodos de organización del mantenimiento y reparación de locomotoras.
2.3. Planificación de mantenimiento y reparación, determinación del programa de reparación.
2.4. El cálculo del stock de unidades y la eficiencia técnica y económica del método de reparación global.
25. Cálculo de mano de obra.
2.6. Organización del trabajo de los equipos de reparación.
3. tecnología y medios técnicos reparaciones actuales
3.1. Especialización y cooperación en la producción de reparación de locomotoras, método de reparación en línea.
3.2. Horarios de procesos tecnológicos de reparaciones actuales de locomotoras y su optimización.
3.3. Organización del trabajo y principales equipamiento tecnológico áreas de reparaciones actuales.
3.4. Determinar el número de artículos y equipos de reparación.
3.5. Adquisiciones agregadas y secciones de adquisiciones del depósito.
Capítulo 1. SISTEMA DE MANTENIMIENTO Y REPARACIONES ACTUALES DE LOCOMOTORAS
1.2. Tipos de mantenimiento y reparación de locomotoras.
1.3. Ciclo de reparación
1.4. Diagnóstico en el sistema de mantenimiento y reparación de locomotoras.
1.5. Eficiencia técnica y económica del sistema de locomotoras TO y TR.
Tareas y contenido de mantenimiento y reparación de locomotoras.
La condición técnica de las locomotoras durante la operación cambia. Empeora debido al desgaste de piezas y mecanismos, el registro incorrecto, el aflojamiento de los accesorios, las averías y otros fallos de funcionamiento. En máquinas eléctricas, las propiedades físicas y mecánicas del aislamiento eléctrico cambian (empeoran). La fiabilidad de la locomotora se reduce.
El recurso de confiabilidad inherente al diseño de la locomotora durante el diseño y la construcción se consume gradualmente, y si está por debajo de cierto nivel, puede ocurrir daño a la locomotora, lo que puede causar un accidente, más a menudo una violación del horario del tren, combustible o electricidad excesiva, deteniéndose tramo ferroviario, etc. Tales fenómenos pueden ocurrir repentinamente.
Para evitar estos fenómenos inaceptables, se ha creado y está funcionando un sistema de mantenimiento técnico (MOT) y reparaciones (TR). El sistema MOT y TR incluye un conjunto de trabajos para mantener y restaurar la capacidad de servicio o solo la operatividad del material rodante de locomotoras y automóviles del MVPS.
El mantenimiento difiere de las reparaciones en el volumen y el contenido del trabajo. La mayor parte del trabajo de mantenimiento se realiza sin quitar equipos ni utilizar máquinas herramientas. El trabajo principal de restauración durante el mantenimiento: ajustes, cerrajería en el lugar, reemplazo de piezas inutilizables o que se desgastan rápidamente cuando alcanzan las tolerancias máximas para las nuevas, apretar, fijar, agregar o cambiar lubricantes en las unidades de fricción.
Se han establecido cuatro tipos de mantenimiento: TO-1, realizado en la operación del TPS por equipos de locomotoras, TO-2, TO-3 y TO-4, realizado por equipos de reparación de cerrajeros en el depósito de locomotoras.
El mantenimiento debe garantizar un alto coeficiente de preparación técnica de las locomotoras y el material rodante de automóviles, su funcionamiento ininterrumpido y sin problemas de acuerdo con el horario del tren, el rendimiento a largo plazo. Marchas, equipos de frenado, dispositivos de señalización de locomotoras, medidores de velocidad, dispositivos de vigilancia y control de comunicaciones por radio, es decir. Todos los componentes y conjuntos cuyo buen estado garantiza la seguridad del tráfico ferroviario.
Las reparaciones son un conjunto de operaciones realizadas con el objetivo de restaurar la salud y la seguridad del TPS y restaurar su recurso (el recurso de sus elementos), una apariencia regulada que cumple con los requisitos del PTE, así como eliminar fallas y fallas que ocurren durante la operación del TPS en la línea o detectadas durante el mantenimiento
Las reparaciones de TPS incluyen los actuales TR-1, TR-2 y TR-3, realizados en depósitos de locomotoras, y los capitales KR-1 y KR-2, realizados en plantas de reparación de locomotoras.
El volumen del trabajo obligatorio realizado para todos los tipos de mantenimiento y reparación de TPN de cada tipo y tipo (serie) está regulado por las Reglas del presente y revisión material rodante eléctrico, locomotoras diesel, trenes diesel, Instrucciones para el mantenimiento de trenes eléctricos en funcionamiento.
El tiempo dedicado a mantenimiento y TR se excluye del buen tiempo. trabajo operacional locomotora (trabajo de transporte) y no es productiva, por lo que la efectividad de la organización del sistema de mantenimiento y TR puede estimarse por el coeficiente de disponibilidad de la locomotora
dónde está el fondo del calendario del tiempo de la locomotora para el período entre los tipos de reparaciones planificadas del TR;
- número de servicios і -th especie para el mismo período;
- la duración de la locomotora і tipo de servicio
p - el número de tipos de servicio entre reparaciones programadas.
Fig.1. La estructura del sistema de mantenimiento y las reparaciones actuales.
El diagrama (Fig. 1) muestra la estructura del sistema TO y TR. Consiste en dos subsistemas: mantener la confiabilidad operacional a un nivel aceptable, asegurar la ausencia de fallas en la operación, y un subsistema para restaurar la confiabilidad estructural.
Tipos de mantenimiento y reparación.
A categoría:
Mantenimiento y restauración de vehículos de construcción.
La esencia del sistema de mantenimiento y reparaciones.
Durante el funcionamiento Con DM es importante gestionar su rendimiento. Se garantiza el mantenimiento de un alto nivel de eficiencia al evitar un mayor desgaste de las piezas, fallas y daños a las unidades de ensamblaje y las máquinas en general mediante la realización regular de un conjunto de medidas organizativas y técnicas. Se desarrollan sobre la base de las recomendaciones de los fabricantes, la documentación reglamentaria y técnica para el mantenimiento y la reparación de máquinas, así como los requisitos de la Agencia Estatal de Energía Atómica y la Inspección Estatal de Automóviles para su funcionamiento seguro y se llevan a cabo con la frecuencia y laboriosidad establecidas. La lista de operaciones realizadas, su complejidad y frecuencia determina el modo de mantenimiento y reparaciones. Los términos, definiciones, estándares y modos de mantenimiento y reparación se encuentran en la documentación normativa y técnica.
En el proceso de operación se llevan a cabo: mantenimiento de turnos (SW); mantenimiento programado (TO), realizado de manera planificada con cierta frecuencia; mantenimiento estacional (CO), realizado en la preparación de la máquina para las condiciones de funcionamiento de verano e invierno. Para máquinas específicas, se planean varios planes de mantenimiento, que difieren en el volumen de trabajo y la frecuencia. Dependiendo de la secuencia, se les asigna un número de serie, y el alcance del trabajo con un número de serie más alto incluye todas las operaciones de TO anteriores, incluido IE.
Durante el mantenimiento diario, se realiza lo siguiente: monitoreo general del estado técnico de la máquina, limpieza y lavado para mantener la apariencia, reabastecimiento de combustible con TCM. Se realiza EO, generalmente antes o después turno de trabajo. El mantenimiento planificado incluye además ajuste, control y diagnóstico, fijación y lubricación.
Para restaurar la operatividad de la máquina, se realiza su reparación, que incluye un conjunto de trabajos para eliminar daños y fallas. De acuerdo con la naturaleza y el propósito del trabajo, se distinguen las reparaciones actuales (T) y de capital (K).
El mantenimiento se lleva a cabo con el objetivo de eliminar las fallas y el mal funcionamiento que ha surgido y garantizar el funcionamiento garantizado de la máquina hasta la próxima reparación programada. El trabajo de mantenimiento típico es: desmontaje, resolución de problemas, cerrajería, soldadura, ensamblaje, pintura, reemplazo de piezas y unidades de ensamblaje en la cantidad determinada por la condición técnica de las máquinas.
La revisión se lleva a cabo para restaurar la operatividad de la máquina y sus unidades de ensamblaje con un recurso de al menos el 80% del recurso de la nueva máquina. La máquina o unidad de ensamblaje (instalación) se envía para reparaciones importantes cuando las piezas básicas requieren reparación o reemplazo. La revisión de la instalación proporciona su completo desmontaje, resolución de problemas, restauración o reemplazo de piezas con el posterior montaje, ajuste y prueba. Las piezas básicas forman la base de la instalación y garantizan la ubicación y el funcionamiento correctos de todas las piezas y unidades de ensamblaje en su conjunto. Las reparaciones mayores restauran: espacios libres e interferencia de juntas, posición relativa de las piezas, microgeometría de las superficies de trabajo, estructura y dureza de los metales, apariencia y dimensiones de conexión de las unidades de ensamblaje.
MANTENIMIENTO PREVENTIVO Y SISTEMA DE REPARACIÓN;
OPERACIONES DE MANTENIMIENTO
Mantenimiento preventivo y sistema de reparación representa un complejo de medidas organizativas y técnicas llevadas a cabo de manera planificada. Las actividades se desarrollan e implementan de acuerdo con las recomendaciones de los fabricantes e incluyen la inspección de rutina.
mantenimiento, reparaciones.
En el proceso de uso de las máquinas, se lleva a cabo lo siguiente: mantenimiento de turnos (SW) realizado antes, durante y después del turno; mantenimiento programado (MOT), realizado de manera planificada a través de ciertos períodos establecidos por los fabricantes; mantenimiento estacional (JI) realizado dos veces al año en preparación para mayo para la próxima temporada.
Las reparaciones programadas se dividen en dos tipos: actual (T) y mayor (K). La reparación actual debe garantizar la operatividad de la máquina hasta la próxima reparación programada, revisar la condición de la máquina por un tiempo igual o cercano a su recurso completo. La frecuencia de uno u otro tipo de mantenimiento o reparación se mide por el tiempo que la máquina está funcionando por hora. El tiempo de funcionamiento está determinado por las lecturas de los contadores instalados en el mago o por los datos de la contabilidad del tiempo de turno. Para tener en cuenta el tiempo de turno, se mantiene un registro de tiempo. La frecuencia, complejidad y duración del mantenimiento y reparación de los cargadores se dan en las Recomendaciones para la organización del mantenimiento y reparación de vehículos de construcción.
La organización propietaria desarrolla un cronograma para el mantenimiento y reparación del cargador en su balance general. El trabajo de mantenimiento y reparación se realiza de acuerdo con las instrucciones contenidas en las Instrucciones de funcionamiento del fabricante de la máquina.
Operaciones de mantenimiento llevado a cabo en este orden. El mantenimiento por turnos (SW) (realizado por el conductor) incluye operaciones para preparar la máquina para su operación, mantenimiento y regreso al estacionamiento (al garaje).
En preparación para el trabajo, el conductor inspecciona el cargador, verifica la integridad y el estado de la herramienta. Antes de arrancar el motor, controla el nivel y la calidad del aceite en el cárter, la presencia de combustible en el tanque, el refrigerante en el radiador, el fluido de trabajo en el tanque hidráulico; También verifica la fijación de las ruedas, el estado de los neumáticos y la presión en ellos, la tensión de la correa impulsa el ventilador y el generador. Si es necesario, se trabaja para eliminar fugas y sistemas de reabastecimiento.
Después de arrancar y calentar el motor, se verifica el funcionamiento de la instrumentación, el funcionamiento del equipo de trabajo, el tren de rodaje y el accionamiento hidráulico, la capacidad de servicio de los frenos y la dirección.
Al regresar al estacionamiento, limpian e inspeccionan el cargador, eliminan el mal funcionamiento y lubrican las piezas y los mecanismos.
El primer mantenimiento técnico (TO-1) lo lleva a cabo un equipo especializado con la participación de un conductor en un área especial e incluye, además de las operaciones de SW, una serie de controles y ajustes adicionales para el motor, el equipo de trabajo y el tren de rodaje. En el proceso TO-1, se verifican todos los sujetadores del cargador y se ajustan los controles de dirección, freno y embrague. Inspeccione todas las conexiones de tubería, evalúe la condición de los manguitos. El lodo se baja del filtro de combustible. Controlan cómo se aprietan las tuercas de la culata, si el carburador de control funciona bien y ajustan la dirección asistida.
El segundo mantenimiento (TO-2) incluye todo el alcance del trabajo del SW y TO-1 y, además, el siguiente trabajo: verificación, limpieza de velas; regulación de espacios entre electrodos; limpieza y ajuste del carburador; comprobar y pelar los contactos del interruptor; comprobación y ajuste de holguras entre válvulas y empujadores; desmontaje del sumidero de combustible;
lavar la malla y el elemento filtrante, los cojinetes del cubo de la rueda; cambio de grasa; regulación de rodamientos; limpiar los mecanismos de freno y verificar su estado técnico; ajuste de espacio libre de dirección; ajuste de válvulas en el sistema hidráulico;
control de tensión de las cadenas de elevación; comprobar el estado de los cepillos y el colector del generador; pelar el terminal de la batería; Pernos de apriete y tuercas que aseguran los mecanismos al marco.
El mantenimiento estacional (СО) se lleva a cabo dos veces al año, en primavera y otoño, e incluye los trabajos estipulados por TO-2, y adicional: enjuagar el sistema de enfriamiento y recargarlo con líquido estacional; enjuagar el tanque de combustible y las líneas de combustible; cambio estacional de lubricante y fluido de trabajo, verificando la densidad del electrolito y normalizándolo; Limpieza y lubricación de los elementos del freno de mano.
La composición de las operaciones y el mantenimiento para cada modelo de máquina específico está determinada por las instrucciones del fabricante,
TIPOS Y MÉTODOS DE REPARACIÓN
Información general Las reparaciones actuales (T) y de revisión (K) se llevan a cabo después de que se agoten los recursos o dependiendo de la condición real de las máquinas. El lugar de reparación se elige según las condiciones específicas, generalmente reparación actual actuar en el sitio de mecanización del propietario, capital, en una empresa especializada;
La revisión se realiza de acuerdo con GOST 24408-80 “Reglas para la revisión y emisión de máquinas y sus componentes de la revisión. Requisitos generales ". La entrega para reparaciones es realizada por el propietario de la organización de la máquina, y la compañía de reparaciones acepta la reparación. En el momento de la entrega, se elabora un acto que refleja la condición técnica y la integridad de la máquina. La empresa de reparación también recibe un pasaporte del cargador. Si la máquina se envía a reparar como resultado de un accidente, también se transmite un informe de emergencia con el pasaporte.
La reparación del cargador se realiza de acuerdo con la documentación reglamentaria y técnica para la reparación. Si los defectos del cargador no están previstos en la documentación (como resultado de un accidente o una violación grave de las normas de funcionamiento), las reparaciones se llevan a cabo solo por acuerdo entre el propietario y la empresa de reparación.
La reparación se lleva a cabo mediante los siguientes métodos: I
despersonalizado: cuando las piezas restauradas y las unidades de ensamblaje no pertenecen a una instancia específica de la máquina;
no impersonal: en el que se conserva la pertenencia de las piezas restauradas y las unidades de ensamblaje a una instancia específica de la máquina;
agregado: en el que las unidades defectuosas se reemplazan por unidades nuevas o pre-reparadas. Los conjuntos de cargadores incluyen: motor, caja de cambios, marcha atrás, eje de transmisión, bombas hidráulicas, distribuidor, etc.
en línea: cuando las reparaciones se llevan a cabo en lugares de trabajo especializados con una cierta secuencia y ritmo tecnológico.
En el lugar de reparación, distinga la reparación por parte de la organización operadora, la reparación por parte de una organización especializada (empresa de reparación) y la reparación por parte del fabricante. El método de reparación está determinado por el lugar. La organización operadora utiliza los métodos impersonales y agregados durante las reparaciones, y los métodos impersonales y en línea se utilizan en una empresa de reparación especializada.
En virtud de la operación de reparación se entiende la parte completa de la reparación, que se realiza en un lugar de trabajo por trabajadores de una determinada calificación. Proceso de reparación: una secuencia de operaciones para restaurar la capacidad de trabajo de una unidad de ensamblaje o máquina.
Proceso tecnológico Se desarrolla de acuerdo con las condiciones técnicas en las que se dan los valores de desgaste final.
se indican polipastos, señales de eliminación, espacios libres (estanqueidad) durante el ensamblaje de unidades de ensamblaje reparadas, modos y tiempo de las unidades de prueba después de la reparación, hojas de ruta, herramientas y dispositivos, tasas de consumo de material, normas de tiempo. Con el método despersonalizado, las rutas contienen una descripción de operaciones ampliadas que se aplican a todas las unidades y partes, mientras que con una individual, las operaciones son más detalladas. El proceso tecnológico más complejo de revisión por un método individual, en el que la máquina se desmonta por completo con la restauración de los aterrizajes iniciales de la mayoría de las partes asociadas.
Los cargadores se reparan por el método agregado. Las unidades de ensamblaje básicas (marco, equipo de trabajo, cabina, revestimiento) se restauran utilizando un método impersonal mientras se mantienen las unidades de ensamblaje que pertenecen a la máquina que se está reparando. La secuencia de operaciones es la siguiente: después de aceptar el cargador para reparación, desmantelar el equipo de trabajo, desarmarlo en unidades, reparar las unidades básicas de ensamblaje, ensamblar los artículos reparados, montar el equipo de trabajo, probar el automóvil, pintar y entregarlo al propietario. Una condición necesaria para la implementación del método agregado es la creación de un fondo rotatorio de unidades y partes.
Las unidades se reparan en empresas especializadas (motores, cajas de engranajes) o en sitios especializados (equipos hidráulicos, ejes de transmisión) y, en cualquier caso, un método impersonal en línea. Secuencia de operación: desmontaje de piezas, lavado, detección de fallas. Las piezas no aptas se desechan, las piezas con defectos se reparan. Las piezas reparables se envían al almacén de picking. Luego, los agregados son recolectados, probados y enviados al fondo rotatorio.
En el método agregado, el tiempo de reparación de una máquina está determinado por el tiempo de reparación de las unidades básicas de ensamblaje.
Independientemente del método de reparación utilizado, las siguientes operaciones se incluyen en el proceso tecnológico: lavado, desmontaje, detección de fallas, reparación, montaje, prueba, pintura.
Las carretillas elevadoras se lavan y limpian de suciedad en un sitio especialmente equipado con una superficie dura, una pendiente hacia el medio para el drenaje del agua y lados de una altura de 0,35 m. El agua fluye a través de las tuberías hacia el sumidero, desde allí a la trampa de aceite, y luego al sumidero de aceite. La plataforma está equipada con dispositivos para calentar agua y suministrarla bajo presión (si es necesario). Para la limpieza, use rascadores y cepillos, lave los cargadores con un chorro agua caliente. Al lavar, use cepillos de nylon montados en un mango hueco, al que se suministra agua a través de una manguera flexible. Los lugares difíciles de alcanzar y muy contaminados se limpian con soluciones. Las piezas se lavan en bañeras y con grandes cantidades de reparación en las lavadoras. Para limpiar las piezas de acero y hierro fundido de la suciedad, se utiliza una solución alcalina calentada a 80-90 "C (10 % soda cáustica y 0.5 jabón) o soluciones acuosas de intermedios orgánicos. En una solución alcalina, no enjuague las piezas de aluminio. Para la limpieza contra la corrosión, se utiliza agua calentada a 90-100 ° С.bi superfosfato y ácido clorhídrico al 25% con la adición de 1 % o 15% de ácido sulfúrico con la adición de 5% de alcohol.
El lodo se elimina con cepillos metálicos después del ablandamiento preliminar con gasolina seguido de chorro de arena o inmersión de piezas durante 2-4 horas en una solución de varias composiciones calentadas a 90-95 ° C. La incrustación se elimina por inmersión de las partes en una solución de sosa cáustica calentada a 60-70 ° C.
Los cargadores se desmontan en un taller especializado de la empresa de reparación o en el sitio de reparación de la organización operadora. Para hacer esto, la máquina se monta con cabras, y el carro de la carretilla elevadora se baja a su posición más baja utilizando equipos de elevación (polipasto, viga de grúa, etc.). El equipo de trabajo se retira del cargador. , frente, parachoques. Luego se desconectan las unidades conectadas por ejes cardán, se desmontan los engranajes, se desconectan las tuberías y las mangueras y se desconecta el cableado eléctrico.
Fig. 83. Accesorios para torcer los espárragos:
a-con boro, b - con un tornillo; 1 - horquilla, 2 - boro 3 - nuez 4 - tornillo
Las conexiones roscadas se desmontan con llaves, llaves especiales, de trinquete y giratorias. Si la conexión roscada está oxidada u obstruida, se humedece con queroseno antes de desmontarla. Si incluso después de esto, la tuerca no se puede desenroscar con una llave inglesa, se desenrosca con un cincel y un martillo o se corta junto con una parte del perno con una sierra para metales o una llama de gas.
Para desenroscar los pernos, use una tuerca, una contratuerca y una llave. Los pernos y pernos rotos se retiran de las siguientes maneras si el extremo roto sobresale por encima de la superficie de la pieza, se coloca una arandela, se suelda una barra a la arandela y el cuerpo del perno (perno), con el cual el perno (perno) se desenrosca o en el cuerpo del perno (perno) con una sierra para metales. o los cinceles hacen una ranura y desenroscan el tornillo con un destornillador; Si el extremo roto no sobresale por encima de la superficie de la pieza, se perfora un orificio en el cuerpo del perno (perno), en el cual se rosca la rosca inversa, se atornilla un perno hecho especialmente y se extrae un extremo roto con una llave, o se perfora un orificio en el cuerpo del perno (perno) en el que luego martille una barra endurecida de cuatro o seis lados (boro), y con la ayuda de una herramienta para torcer los espárragos (Fig. 83, a) quita el final;
si los métodos descritos no logran quitar los pernos y los espárragos, taladre un orificio de mayor diámetro, enrosque el siguiente diámetro, en el que se atornilla un perno (espárrago) especialmente hecho durante el montaje.
Las juntas cónicas y cilíndricas con interferencia se desmontan, los cojinetes y los bujes se retiran con extractores universales o especiales. Las prensas manuales se utilizan para presionar y presionar bujes y rodamientos.
Después del desmontaje y lavado, se determina la idoneidad de las piezas para su posterior uso o reparación. La inspección externa revela defectos externos: grietas, abolladuras, rasguños, mellas. Usando una herramienta de medición para determinar el tamaño y la forma de la pieza; Los resultados de la medición se comparan con los valores del desgaste máximo indicado en los mapas tecnológicos para reparación e ingresados \u200b\u200ben la lista de inspección.
Al ensamblar el cargador, las unidades se montan en el marco en la secuencia determinada por el proceso tecnológico. Las unidades se ensamblan en sitios especializados utilizando soportes de montaje y accesorios. Los detalles, como regla, se preseleccionan y ajustan entre sí. Durante el montaje de la unidad, como el eje de transmisión, los engranajes y los cojinetes se ajustan instalando un conjunto de juntas. Las unidades ensambladas se ejecutan en los stands. Después de instalar las unidades en el marco y fijarlo, se instalan ejes cardán en él, se conectan tuberías hidráulicas y mecanismos de control.
Durante el ensamblaje, se realizan las siguientes operaciones: ensamblaje de juntas roscadas, juntas con rodamientos, rodamientos estriados, con engranajes.
Al ensamblar conexiones roscadas, se utilizan pernos, espárragos con tuercas y tornillos de fijación. Apretar las tuercas es una operación crucial, ya que aflojar la conexión roscada viola la fijación de las partes del cargador y conduce a la falla de la máquina. Al ensamblar la unidad o pieza con varios pernos (espárragos), las tuercas se aprietan gradualmente y en cierta secuencia, primero alrededor de un tercio de la bocanada, luego dos tercios, y finalmente, completamente. Al mismo tiempo, deben tener cuidado de no apretar demasiado la tuerca, lo que puede provocar la rotura del perno. La longitud de las llaves estándar está diseñada para crear el par de apriete necesario en la conexión roscada. Las tuercas con roscas de hasta 30 mm de diámetro se aprietan con llaves sin cables de extensión.
Los pernos se atornillan con dos tuercas, se atornillan en el perno uno tras otro o con un dispositivo especial (Fig. 83, b) en cual nuez 3 prebloqueado con un tornillo 4. Los pernos se instalan en un ajuste de interferencia para que al apretar la tuerca, el perno no se tuerza.
Para evitar desenroscar las tuercas, se instalan arandelas de resorte, tuercas de seguridad, pasadores de chaveta, arandelas plegables. Para aumentar la productividad laboral, se utilizan llaves eléctricas o neumáticas. Para que pueda utilizar una herramienta mecanizada durante el montaje y desmontaje, se hacen ranuras transversales en los tornillos de fijación.
El funcionamiento confiable de los mecanismos, la vida útil de los rodamientos depende en gran medida del cumplimiento de las reglas de instalación del rodamiento.Los asientos en el eje y en la carcasa deben procesarse con la precisión y limpieza requeridas. No se permiten rebabas, rasguños ni muescas. En primer lugar, los anillos de rodamiento deben asegurarse con una precisión dada. Si está demasiado apretado y enjaulado, el anillo se deforma, causando atascos y un rápido desgaste de los elementos rodantes (bolas o rodillos). Debilitado) la jaula aumenta el desgaste de los asientos y provoca vibraciones en la unidad.
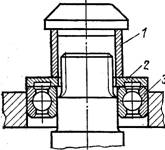
1 - mandril 2 - lavadora 3 - rodamiento
Antes del montaje, el rodamiento se lava en queroseno y se seca. Las unidades de ensamblaje con cojinetes se ensamblan usando prensas o golpeando un mandril anular montado en uno de los anillos de cojinete. El último método es aplicable cuando se instalan rodamientos con un ligero ajuste de interferencia.
Un mandril anular está montado en el anillo de rodamiento que está montado. Cuando se monta en un eje, se aplica un mandril al anillo interior
cuando se monta en la carcasa, en el exterior. Si el rodamiento se monta simultáneamente en el eje y en la carcasa, coloque una arandela debajo del mandril 2 (Fig. 84), que distribuye la carga en ambos anillos.
Para facilitar el montaje de los rodamientos en el eje, se precalentan. Antes del montaje, los rodamientos se sumergen durante 10-15 minutos en aceite calentado a 80-100 ° C.
Al ensamblar unidades con rodamientos cónicos, se establecen espacios libres entre las partes de los rodamientos de rodillos. Esto se logra aumentando o disminuyendo el grosor de las cuñas instaladas debajo de la cubierta del rodamiento, o usando tuercas de ajuste especiales.
Al ensamblar juntas estriadas, verifique el estado de las estrías. La superficie de las ranuras debe ser sin mellas, mellas y rebabas.
El ensamblaje de unidades con engranajes incluye verificar el engranaje correcto y ajustar los engranajes cónicos e hipoides. El punto de contacto verifica el compromiso correcto de manera inapropiada. Se aplica una capa delgada de pintura a la superficie de trabajo de los dientes de una rueda, luego al girar esta rueda, se obtienen impresiones de tinta en las superficies de trabajo; El tamaño y la ubicación de las impresiones indican la naturaleza y los errores del compromiso. En engranajes inversos, se verifican ambas superficies de los dientes. Si es necesario, se ajusta el compromiso. En general, la impresión debe ser al menos el 65% de la longitud y el 60% de la altura total del diente.
Después del ensamblaje, las unidades se colocan en los stands y se prueba el cargador ensamblado. Primero, encienden el motor y, después de verificar su funcionamiento sin carga, encienden por separado los mecanismos del equipo de trabajo, verifican el funcionamiento de la dirección asistida, la acción del embrague, la caja de cambios, la marcha atrás y los frenos. Después de eso, verifique el funcionamiento de los mecanismos del cargador al moverlo.
Después de la prueba, eliminando defectos y ajustes adicionales, se pinta el cargador.
El proceso de pintura incluye limpiar las superficies, recubrirlas con una imprimación, masilla, moler, aplicar capas de pintura y secar.
La preparación de la superficie de la máquina para pintar incluye la limpieza de suciedad, pintura vieja, aceite y óxido. Se aplica una solución de soda cáustica al 5-10%, calentada a 60-80 ° C, a la pintura vieja. En este caso, la pintura se suaviza y se elimina con raspadores o cepillos. Para desengrasar la superficie, se limpia con un trapo empapado en un solvente.
Las superficies preparadas y desengrasadas están preparadas. Primer es una capa de recubrimiento aplicada directamente enmetal para protegerlo de la corrosión y garantizar una adhesión confiable de las capas posteriores del revestimiento a la superficie pintada. La capa de imprimación se aplica con una brocha o spray uniformemente sin goteos ni hundimientos.
Después de secar completamente la capa de tierra para alisar las superficies antes de pintarlas. Masilla presenta por mi mismomasa pastosa Se aplica a la superficie con una capa delgada a mano con una espátula de metal o goma. La capa de masilla se seca y se lija con papel de lija.
La pintura se rocía en capas delgadas. La pintura se lleva a cabo en habitaciones equipadas con ventilación por extracción o al aire libre con el cumplimiento de medidas de seguridad, por lo que comola pintura en aerosol forma una mezcla explosiva con el aire y es perjudicial para la salud.
La aceptación de un cargador de reparación incluye: verificación de la documentación técnica y de aceptación, integridad de la máquina (disponibilidad de accesorios y herramientas); evaluación del estado técnico del camión mediante inspección externa, probando la máquina inactiva y bajo carga; ejecución de documentos de aceptación: certificado de aceptación y certificado de garantía, que indica el período de garantía de la máquina.
Se permite pintar la máquina después de completar la documentación de aceptación.
Métodos para restaurar el rendimiento de las piezas.
Durante el funcionamiento de la máquina, las piezas se desgastan en el área de contacto de las superficies de trabajo, mientras que las dimensiones geométricas de las piezas cambian: los espacios en la conexión aumentan y el estado de calidad de las superficies de trabajo cambia. En estructuras portadoras de cargas con cargas alternas en lugares de concentración de tensión, pueden formarse grietas por fatiga y deformaciones, lo que viola la resistencia de la estructura, es decir, su rendimiento. Para restaurar la capacidad de trabajo de la pieza, es necesario restaurar sus dimensiones originales, la calidad de la superficie de trabajo o devolverle la capacidad de carga especificada (resistencia) con costos mínimos.
El rendimiento de los compuestos desgastados se restablece mediante los siguientes métodos.
El mecanizado (torneado, taladrado) de piezas para el tamaño de reparación se usa ampliamente en la reparación de motores de combustión interna: el bloque de cilindros se perfora y ajusta en las máquinas para las dimensiones de reparación de los pistones (intervalo de reparación, diámetros de 0,5 mm). Cuando, debido al número limitado de pistón de dimensiones de reparación, es imposible contar con su selección para los cilindros, los cilindros se llevan directamente a lo largo del pistón, lo que funcionará en él.
Fig. 85. Reemplazo de superficies desgastadas:
Yo - eje 2 - manga 3 - atornillar
La sustitución de superficies desgastadas por otras nuevas se utiliza en la reparación de juntas cilíndricas, incluidos los bujes.
El eje generalmente se trata hasta que se eliminan los signos de desgaste en la superficie de trabajo, se mide el nuevo diámetro del eje y se fabrica una nueva parte del buje a un nuevo tamaño. Se instala y se fija en lugar de desgastarse con un tornillo (Fig. 85) o soldadura. Los casquillos se instalan en los mecanismos de control, en los agujeros desgastados de los ojos, fijándolos mediante soldadura.
La extensión de superficies desgastadas a un tamaño nominal se utiliza en empresas de reparación especializadas para restaurar piezas en masa. Además, en algunos casos, se utilizan equipos, dispositivos y herramientas especiales. El método de revestimiento se utiliza para reparar ejes y ejes de aceros bajos en carbono (soldados) con un valor de desgaste de 2 mm o más. Para evitar la deformación, los rodillos se fusionan con costuras longitudinales (Fig. 86, a) a lo largo de la generatriz en la secuencia 1- 6 o costura anular continua (Fig. 86, b). Las tensiones internas que surgen durante la superficie se eliminan recociendo el eje, y se vuelven a un tamaño nominal y se muelen las superficies de trabajo a una rugosidad dada.
La pulverización o metalización de superficies desgastadas de ejes, varillas, bujes se realiza mediante pistolas de electrometalización (Fig. 87). La pistola funciona con un transformador de soldadura. Ruedas 3 Proporcione la velocidad de alimentación de alambre necesaria para la quema normal del arco / y aire comprimido a una presión de 0.6-0.7 MPa desde el tubo 5 rocía el metal fundido en las partículas más pequeñas hacia la pieza 7. Las partículas metálicas están en estado plástico y están conectadas al metal base debido a la deformación, al rellenar las irregularidades y la adhesión mecánica. Usando el método de pulverización, se puede construir una capa con un espesor de 6-8 mm, mientras que el metal pulverizado tiene una alta dureza.
Después de la metalización, la pieza se trata con cortadores de carburo y rectificado. La sala de metalización debe tener una cámara para eliminar partículas metálicas y ventilación de escape.
La deposición galvánica o la acumulación electrolítica de metal sobre superficies desgastadas se basa en fenómenos de electrólisis. Se pasa una corriente continua a través de un electrolito (una solución que consiste en partículas iónicas cargadas eléctricamente capaces de conducir corriente eléctrica). Los iones cargados positivamente (metal, hidrógeno) se mueven hacia el electrodo del cátodo conectado al polo negativo, y los cargados negativamente (residuos de ácido o agua) se mueven hacia el electrodo anódico conectado al polo positivo. Al entrar en contacto con los electrodos, los iones pierden su carga y se liberan sobre ellos en forma de átomos neutros.
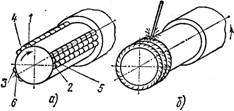
Fig. 86. Superficie del diario del eje:
a - costuras longitudinales (1-6 - secuencia de soldadura) b - costura circular
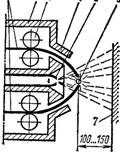
Fig. 87, Esquema de la pistola de electrometalización:
/ - alambre, 2 conductores, 3 - videos 4 - consejos, 5 - yo tubo 6 - zona de fusión, 7 - detalle
El producto cubierto sirve como el cátodo, los metales como el ánodo; como electrolito, se usan soluciones de sales, metal precipitado. Precipitó cromo o hierro y, en consecuencia, los procesos se denominan cromado y enfriamiento. El espesor del recubrimiento de cromo es de 0.3-0.5 mm con alta dureza y alta resistencia al desgaste de la capa, por lo que el cromado se utiliza en la reparación de piezas con poco desgaste. El resto le permite aplicar una capa de 2-3 mm, y la velocidad del proceso es 10-30 veces mayor que con el cromado. La resistencia al desgaste de la capa de acero depositada se puede mejorar mediante la cementación posterior y el cromado.
La unión se usa cuando se reemplazan los revestimientos de fricción desgastados por otros nuevos. El proceso de pegado incluye las siguientes operaciones: limpiar las superficies de las almohadillas y revestimientos, desengrasarlas, aplicar pegamento (BC-10T) con un espesor de 0.1-0.2 mm, presionar los revestimientos al bloque con una presión de 0.4 MPa y tratamiento térmico en un horno a una temperatura 180 ° C por 40 minutos
La deformación plástica se utiliza para restaurar bujes y juntas estriadas. Los bujes se restauran por tiro al reducir su altura en las prensas. Los ejes estriados se reparan después del recocido por distribución. Al mismo tiempo, se corta un cincel a lo largo de la ranura o se enrolla una ranura con un rodillo de acero, como resultado de lo cual el ancho de las ranuras aumenta en 0.5-1.0 mm. Después de la distribución, la ranura se suelda y las ranuras se mecanizan para obtener las dimensiones y asperezas requeridas.
Reparación de estructuras metálicas. Los bastidores del tren de rodaje del equipo de trabajo están hechos en forma de estructuras metálicas soldadas que sufren cargas de choque durante la operación. Bajo la influencia de estas cargas, pueden producirse daños en las juntas soldadas en estructuras metálicas, pueden aparecer grietas, deformaciones y otros defectos.
Las grietas y rasgaduras de las soldaduras y el metal base eliminan
soldando el área dañada o fortaleciendo el área dañada soldando los revestimientos. Los soldadores que hayan aprobado la certificación y tengan el certificado apropiado pueden realizar trabajos de soldadura. Está prohibido realizar soldaduras a bajas temperaturas (por debajo de -20 ° C) sin precalentar la conexión con una antorcha de gas, en vientos fuertes sin protección contra vientoe influencias atmosféricas (nieve, lluvia), así como cuando el elemento soldado está bajo carga.
Grietas, sumideros u otros defectos en soldaduras viejas:
cortar hasta el metal base a lo largo de todo el lugar defectuoso y volver a soldar; No se permite soldar la costura sin cortar el lugar defectuoso.
La presencia y los límites de las grietas se determinan mediante inspección externa con tiza y queroseno. La grieta se corta con un cincel, una amoladora en la dirección de propagación de la grieta y adicionalmente en 20-30 mm más allá de sus bordes. Se perforan agujeros en los extremos de la grieta para evitar que se extienda aún más. Después de soldar, las costuras se limpian a escala y se mecanizan con una amoladora.
Al reparar estructuras metálicas, evite la superposición transversal
costuras Para proporcionar la resistencia necesaria al soldar grietas transversales, use revestimientos, sobres, del mismo grosor que el metal base. Primero, la grieta se corta y se suelda, luego la costura se procesa al ras del metal base y la placa se suelda.
Artículos relacionados
-
Análisis de la organización de los salarios en la empresa.
Para la operación efectiva de los equipos en RUE MZIV, es necesaria una organización clara de su material y mantenimiento técnico. Se asigna una gran cantidad a la organización de reparación de equipos. La esencia de la reparación es preservar y ...
-
Gran enciclopedia de petróleo y gas
SISTEMA DE REPARACIÓN PREVIA A LA ADVERTENCIA y su contenido. Ciclo de reparación y su estructura, el período de revisión. Durante la operación, el equipo está sujeto a varios tipos de mantenimiento y reparaciones. En nuestro pais ...
-
¿Y cuál es la mejor manera de organizar el trabajo de reparación?
La producción de E en las empresas de la industria electrónica y la instrumentación está equipada con equipos complejos, de alto rendimiento y costosos. En el proceso, el equipo pierde sus cualidades de trabajo, principalmente debido al desgaste ...
-
Características del diseño del acto de aceptación del equipo.
Emisión del equipo de reparación Al preparar el equipo que se va a reparar para su puesta en servicio o prueba en condiciones de funcionamiento, el gerente de reparación es responsable de la preparación técnica del equipo que se está reparando ...
-
Acto de aceptación de equipos para instalación
El nuevo formulario "Ley de aceptación y transferencia de equipos para la instalación" fue aprobado oficialmente por el documento Decreto del Comité Estatal de Estadística de la Federación de Rusia del 21 de enero de 2003 N 7. Más sobre la aplicación del formulario "Ley de aceptación y transferencia de equipos para la instalación": Contabilización del tráfico ...
-
Cómo elaborar correctamente un presupuesto para construir una casa: consejos prácticos
(Consideramos ejemplos sobre la base de los precios unitarios territoriales TER, de manera similar a los precios unitarios federales FER, de acuerdo con la Base Normativa Normativa Estimada (nueva edición)) Analizaremos el primer ejemplo de presupuesto, el más simple: ...