Kako savijati lim od kuće kod kuće. Oprema za savijanje lima
savijanje lima - neintenzivno otiskivanje lima. Stoga se u mnogim slučajevima kada visoke performanse ne zahtijevaju, izvodi na opremi s ručnim pogonom. To smanjuje troškove pripreme i organiziranja proizvodnih pogona, pojednostavljuje upravljanje strojevima i smanjuje troškove proizvedenih proizvoda.
Istodobno, zbog visoke kvalitete strojeva za savijanje, točnost savijanja ostaje ista.
Značajke ručnog savijanja ravnih ploča
Bilo koji metal koji se savija ima elastična svojstva. Stoga, u procesu primjene na radni komad kratkotrajne deformirajuće sile, plastične karakteristike materijala radnog komada nemaju vremena pravilno implementirati. Kao rezultat toga, dolazi do opruge - djelomična obnova oblika savijenog radnog komada nakon što se radni alat vrati u prvobitni položaj. Nažalost, obrada lima fleksibilnim mehaničkim prešama ne pruža mogućnost povećanja vremena kontakta uboda s obratkom.
Savijanje lima
Vrste različitih konstrukcijskih i tehnoloških metoda kojima možete nadoknaditi opružanje metala su sljedeće:
Strojni alati za savijanje, opremljeni ručnim pogonom, ne stvaraju takve probleme, jer vrijeme u kojem se metal drži pod pritiskom postavlja sam operater.
 Glodalica
Glodalica U praksi izvođenja operacija savijanja takve opreme za savijanje češće se nalaze njezine vrste poput jedinica za savijanje i glodanje. Tehnološka razlika između njih leži u činjenici da stroj za savijanje izvodi sekvencijalne deformacije duž cijele kontaktne površine alata s obratkom, a stroj za valjanje - samo duž dijela takve površine. Valjanje zahtijeva manje napora za njegovu primjenu od savijanja, ali njegov je radni ciklus duži.
Vrste tehnoloških operacija s ručnim savijanjem
Budući da je okretni moment upotrebom mišićne snage ograničen fizičkim mogućnostima operatera, savijanje lima najčešće se koristi prema sljedećim procesnim shemama:
Obrada lima uz pomoć savijanja odabire se ovisno o sljedećim čimbenicima:

Oprema za ručno savijanje lima
Ručni stroj za savijanje češće se nalazi u maloj proizvodnji, gdje je često potrebno operativno prebacivanje opreme s jedne veličine proizvoda na drugu. Obrada lima na strojevima za ručno savijanje štedi proizvodni prostor, a u većini slučajeva ne zahtijeva upotrebu skupih specijaliziranih alata - matrica.
Kako napraviti stroj za savijanje napravite sebi
Zbog oštrog povećanja primjenjene sile i momenta, debljina limova za savijanje i naknadno rezanje čelika ne smije prelaziti 1,2 ... 1,5 mm, a za više duktilne legure, na primjer, aluminij - 2 ... 3 mm. Ova ograničenja u potpunosti omogućuju primjenu ove tehnologije u proizvodnji čeličnih građevinskih elemenata - kosova, oluka, razvodnih kutija, kao i u proizvodnji dodatnih elemenata krova zgrada. Pri proizvodnji ovih elemenata iz trake, strojevi trebaju imati bočne noževe za rezanje neispravnih rubova proizvoda. 
Prednost strojeva za ručno savijanje je u tome što pri malim stopama deformacije ne dolazi do odlaganja prethodnog zaštitnog premaza komada. Stoga tehnologija ručnog savijanja u potpunosti omogućava prisutnost cinka na metalnom izvoru ili sloju boje.
Vrste strojeva za hladno savijanje klasificiraju se prema sljedećim kriterijima:

Treba napomenuti da ih vodeći proizvođači strojeva za ručno savijanje često opremljuju dodatnim opcijama.
Jedan od najcjenjenijih proizvođača ove opreme je američka tvrtka Tapco (Tapco). Proizvođače strojeve ove tvrtke pozicionira kao jedinice koje bi se trebale baviti proizvodnjom vanjskih krovnih elemenata građevinskih konstrukcija, pa je potrebno raditi uglavnom vani. Stoga su čvorovi takve opreme izrađeni isključivo od čelika s antikorozivnim premazom.
Tapcova tehnologija savijanja omogućava sljedeće prijelaze:
- Rezanje originalnog radnog komada u veličini (svi ti strojevi su prolaznog tipa, u kojem se radni komad pomiče u samo jednom smjeru).
- Naknadno profilirano ili segmentirano savijanje (određeno vrstom alata koji je ugrađen na klizač za savijanje).
- Obrezivanje rubova tijekom kalibracije gotovog dijela.

Strojeve je lako rastaviti i održavati, jer ih proizvođač sastavlja pomoću modularne metode sklapanja. Iz istog razloga, Tapco strojeve lako je prevoziti na novo mjesto korištenja. Međutim, upotreba visokokvalitetnog metala za proizvodnju alata i dijelova takvih strojeva utječe na njihovu cijenu.
Video: Ručni stroj za savijanje
Stroj za savijanje nije teško napraviti vlastitim rukama, ali do sada se malo domaćih majstora i stručnjaka koji koriste proizvode savijenog čeličnog lima u svojim aktivnostima bavi proizvodnjom takve opreme za vlastite potrebe. U međuvremenu, takav uređaj, koji ima dovoljno visoku pouzdanost i jednostavnost rada, pomoći će uštedi novca.
Jedan od najpovoljnijih listogiba je domaći LGS-26, cijena je oko 38 tisuća rubalja. Učinit ćemo je jeftinijom i optimizirati prema vašim potrebama
Naročito, izrada i uporaba stroja za savijanje relevantna je za one koji moraju obavljati tehnološke operacije savijanja limova ne svakodnevno i u velikim količinama, već povremeno.
Vrste strojeva za savijanje i njihov dizajn
Prije nego što počnete izrađivati \u200b\u200bdomaći ručni stroj za savijanje, trebali biste jasno definirati popis zadataka za koje je potreban. Od glavne svrhe takvog uređaja i ovisit će o tome u kojoj će se shemi izvoditi.
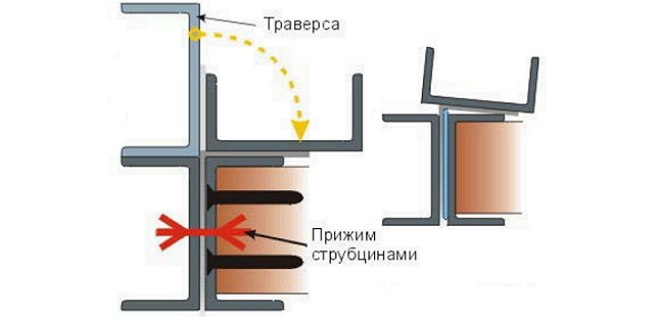
Najjednostavniji je uređaj u kojem se limovi savijaju pomoću posebnog hodnika. Pomoću takvog uređaja moguće je lako saviti lim u obliku metala pod kutom od 90 stupnjeva, koristeći samo snagu ruku bez dodatnih uređaja, ako širina lista ne prelazi 0,5 metara. Podnožje lima učvršćeno je stezaljkama ili vijcima, a njegovo savijanje se vrši zbog pritiska koji je izvršio poprečni hodnik. U nekim slučajevima, za dobivanje kuta zavoja od točno 90 stupnjeva, možda će vam trebati ugniježđeni odstojnik (na slici s desne strane), što je obična metalna traka koja će vam pomoći nadoknaditi elastičnost lima.
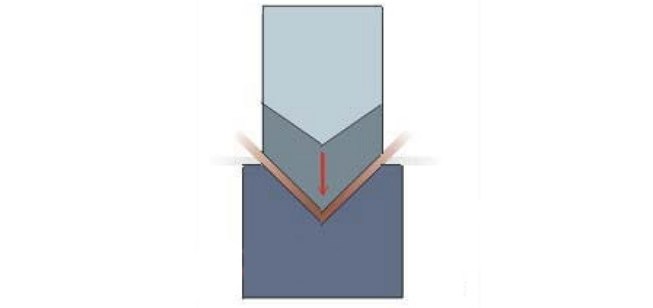
Složeniji u dizajnu je kočnica za prešanje, čija konstrukcija je sastavljena od matrice i probijača. Metalni lim u takvom uređaju nalazi se na matrici, a buša se spušta na radni komad odozgo, što mu daje željeni profil. Kod kuće prešana kočnica vjerojatno neće naći primjenu, jer je prilično složena i nesigurna za uporabu.
Izvedba domaće prešane kočnice koja radi u tandemu sa. Ako već imate prešu, onda je neće biti teško nadopuniti uređajima za savijanje uskih metalnih listova. Dobivate nešto takvo:

Značajno savršeniji je stroj za savijanje, savijanje metala u kojem se vrši zbog udara tri osovine na njega. Takva se oprema naziva walk-through. Jedna od njegovih glavnih prednosti je ta što mu podesivi valjci omogućuju postizanje različitih polumjera savijanja. Sličan alat za savijanje metala može biti s ručnim ili električnim pogonom, a njegovi valjci mogu imati drugačiji dizajn.
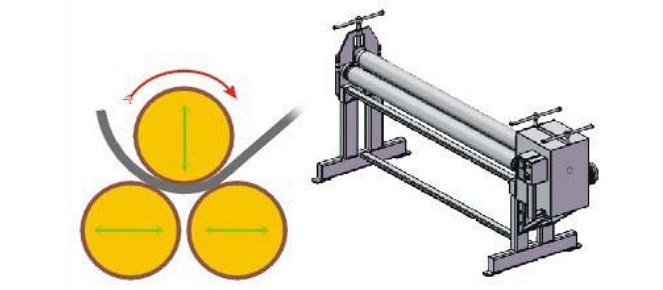
- Valjci s glatkom radnom površinom dizajnirani su za obavljanje većine limarskih radova, koji uključuju praznine savijanja, izradu dijelova cijevi velikog promjera itd.
- Profilirani valjci potrebni su za savijanje krovnih elemenata (klizaljke, doline, oluci, prirubnice itd.).
- Stroj za prostiranje listogibochny može se dodatno upotpuniti nosačem, kopčom i prečnikom koji omogućuje upotrebu za ručno savijanje pripravaka.
Takvi strojevi opremljeni su setom osovina različitih profila, koje se također mogu kupiti dodatno kako bi oprema bila svestranija.
Gdje započeti proizvodnju stroja za savijanje
Da biste napravili stroj za savijanje lima, trebat će vam crtež takvog uređaja ili njegove detaljne fotografije. Pored toga, niz takvih važni čimbenici, kao napora koji će trebati uložiti za uporabu stroja za savijanje, njegove težine i dimenzija (o kojima ovisi mobilnost), troškova i dostupnosti komponenti. Kao rezultat toga dobivamo sljedeće početne parametre.
- Maksimalna širina lista koju će trebati saviti je 1 m.
- Maksimalna debljina limova: pocinčavanje - 0,6 mm, aluminij - 0,7 mm, bakar - 1 mm.
- Broj radnih ciklusa koji će se izvesti bez ponovnog prilagođavanja ili popravka je 1200.
- Maksimalni kut savijanja metalnog profila, dobiven bez ručne prilagodbe, je 120 stupnjeva.
- Vrlo je nepoželjno koristiti praznine izrađene od posebnih čelika (na primjer, nehrđajući čelik).
- U dizajnu stroja za savijanje treba izbjegavati zavarene spojeve koji slabo podnose izmjenična opterećenja.
- Treba što je više moguće ograničiti broj dijelova stroja za savijanje koji ćete trebati naručiti sa strane, pribjegavajući pomoći tokarima ili glodalicama.
Vrlo je teško pronaći crtež uređaja koji bi zadovoljio sve te zahtjeve, ali možete pročistiti najuspješnije od njih.
Najpopularniji dizajn listogiba i njegovo poboljšanje
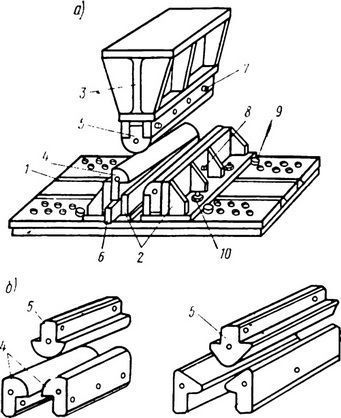
Dizajn stroja za ručno savijanje prikazan na crtežu br. 1 može se lako poboljšati. Prema crtežu pokazuje da se uređaj za savijanje lima sastoji od sljedećih elemenata kao što su:
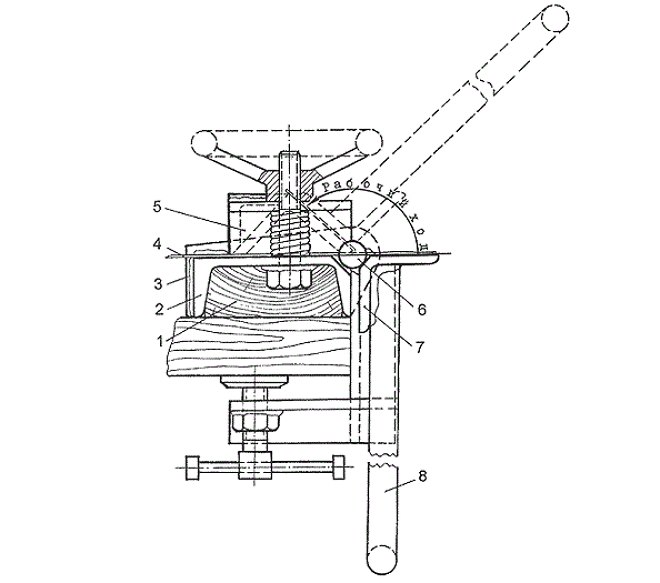
Crtež br. 1: Za izgradnju našeg stroja za savijanje primijenit ćemo ovu shemu
- jastuk od drveta;
- potporna greda s kanala 100–120 mm;
- obraz, za čiju izradu se koristi lim debljine 6–8 mm;
- obrađeni list materijala;
- stezna greda od uglova 60–80 mm, spojena zavarivanjem;
- os za poprečnu rotaciju (izrađena od metalne šipke promjera 10 mm);
- sama greda je kut dimenzija 80–100 mm;
- ručka uređaja, izrađena od šipke promjera 10 mm.
Na snopu za savijanje grede (točka 7), koji bi, prema početnom crtežu, trebao biti izrađen iz kuta, uobičajeno je prikazano utjelovljenje iz kanala. Takva modernizacija značajno će povećati izdržljivost trase koja će se, kada se koristi kutak u određenom trenutku, neizbježno saviti u sredini i zaustaviti stvaranje visokokvalitetnih zavoja lima na ovom mjestu. Zamjena kanalom omogućit će vam da ne napravite 200 zavoja bez ispravljanja ili zamjene ovog elementa (što je manje ili više vrlo malo), već više od 1300.
Dizajn takvog stroja za savijanje, izrađen kod kuće, može se dodatno poboljšati, što će ga učiniti učinkovitijim i svestranijim.

Crtež broj 2: Glavni elementi stroja za savijanje
Crtanje broja 2 omogućuje vam da detaljnije razumijete dizajn domaćeg stroja za savijanje:
- kućna stezaljka izrađena od prikladnog kuta (40-60 milimetara) i vijka s petom i gumbom;
- obraz;
- kanal koji djeluje kao noseća greda stroja;
- nosač za steznu gredu izrađen od ugla 110 milimetara;
- sama stezna greda;
- poprečna os rotacije;
- prijeći sam.
Ojačajte tlačni snop
Ispod ćemo razmotriti obrazac pojačanja tlačne trake. Međutim, ako u početku imate prilično masivan ugao kao stezaljku, a ne planirate savijati pretjerano debele listove na stroju za savijanje listova, tada to možete u potpunosti učiniti bez jačanja stezaljke na opisani način.

Da biste produljili vijek stezne grede i učinili je usporedivom s radnim vijekom grede, trebali biste dopuniti ovaj strukturni element, koji je izvorno izrađen iz ugla, temeljen na metalnoj traci dimenzija 16x80 mm. Prednji rub ove baze mora imati kut od 45 stupnjeva da bi se njegova ravnina poravnala s ravninom samog tlačnog kuta, a preko radnog ruba ovog elementa trebala bi se napraviti pregrada od oko 2 milimetra.
Na crtežu br. 2, dobiveni detalj u kontekstu naveden je na dodatnoj slici u gornjem desnom kutu. Ove će mjere omogućiti da stezni metal djeluje ne na savijanje (što je krajnje nepoželjno), već na prešanje, čime će se uzastopno produžiti radni vijek bez popravka.
Dodatni 60. kut zavaren na stražnju policu glavnog steznog kuta spriječit će ga da se sagne. Na crtežu br. 2 to je detaljnije prikazano dodatnom slikom u gornjem lijevom kutu.
Također biste trebali voditi računa o glodanju donje ravnine tlačne grede, koja tvori zavoj. Grubost ove ravnine, prema općenito prihvaćenim pravilima, ne smije prelaziti polovinu debljine savijenog radnog komada. U protivnom će se ravnomjerno savijati radni dio, bez natečene linije savijanja. Treba imati na umu da je potrebno dati gredu za glodanje samo kada već ima sve zavare, jer njihova primjena dovodi do promjene geometrijskih parametara konstrukcije.
Povećavamo pouzdanost nosača strojeva
Postoji još jedan veliki nedostatak stroja za savijanje - shema njegovog pričvršćivanja na radnu površinu. Stezaljke koje se isporučuju u ovom uređaju vrlo su nepouzdana opcija pričvršćivanja, posebno uzimajući u obzir brzu zamornost zavara. Takvi se pričvršćivači mogu potpuno napustiti, što će također izbjeći potrebu za zavarivanjem spojeva i obraza. Sljedeći postupci mogu riješiti ovaj problem:
- izrada potporne grede koja će se pružati izvan radne površine;
- izrada očiju u obliku slova U na krajevima potporne grede;
- pričvršćivanje potporne grede na radnu površinu pomoću vijaka (M10) i oblikovanih matica sa šapama.
Ako više nema obraza u naprednom stroju za savijanje, kako onda pričvrstiti poprečni trak na njega? Ovo se pitanje može riješiti prilično jednostavno: koristite šarke za leptir vrata, koje se obično koriste za viseća vrata od teških metala. Kako biste pričvrstili takve petlje, pružajući dovoljno visoku točnost, moguće je uz pomoć vijaka s izravnom glavom. Na crtežu br. 2 to je dodatno prikazano u donjem desnom kutu.
Na stroju za savijanje može se saviti puno radnih komada s poprečnim pokretima montiranim na petlji leptira, jer su ove petlje vrlo pouzdane.
Kompletna montaža
Nakon montaže, napredni učvršćivač za dobivanje metalnog profila je sljedeći:

- ojačana potporna greda;
- zamašnjak - element s navojem;
- greda koja osigurava stezanje obratka;
- stezaljka za pričvršćivanje uređaja na radnu površinu;
- poprečni hodnik, pomoću kojeg, u stvari, možete saviti radni komad.
Na crtežima su prikazani stezni zamašnjaci, kojih u praksi malo ljudi nalazi. Često koristite obične vijke sa zavarenim ručicama. Nakon zavarivanja gumica potrebno je voziti niti na njima, jer zavarivanje može utjecati izuzetno negativno.
Crteži druge verzije stroja za savijanje
Detaljni crteži vrlo su slični u dizajnu kao stroj za savijanje, ali se razlikuju u montaži grede. Dijagrami prikazuju dimenzije koje se, naravno, mogu mijenjati ovisno o predviđenom radu stroja.

Osnovna greda Crtanje osnovne grede Kraj grede Kružna greda grede
Pritisna greda Crtanje potisne grede Opći prikaz sklopa Učvršćivanje kopče
Što je zig stroj i kako ga napraviti
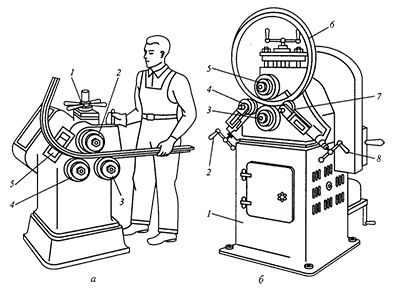
Zig-stroj (ili uređaj za savijanje) omogućuje vam savijanje učvršćivača, koji se nazivaju cik-cak, na proizvodima od lima. Takvi strojevi pripadaju kategoriji posebne opreme i mogu se izrađivati \u200b\u200belektričnim ili ručnim pogonom. Ručni zig-strojevi, također učvršćeni stezaljkom, mogu biti prilično kompaktne veličine i mogu se nositi u običnoj torbi za radne alate.

Takvi uređaji omogućuju da se pri jednom prolazu izrade visokokvalitetne prirubnice ne samo na okruglim proizvodima (iste strane metalnih spremnika), već i na ravnim metalnim listovima. Ovi su uređaji jednostavno neophodni u proizvodnji pojedinih dijelova krovnih konstrukcija.
Valjkasti valjci djeluju kao radni elementi zig-stroja, a njegova upotreba može značajno uštedjeti na kupnji krovnih elemenata proizvedenih u tvornici. Ako gledate videozapis u kojem je prikazan rad takvog uređaja, postaje jasno da ga možete koristiti čak i na mjestu izravne ugradnje krovne konstrukcije.
Da biste odabrali pravi alat za izradu savijenih elemenata od lima, možete se pridržavati sljedećih preporuka.
- Za domaćeg majstora koji povremeno osjeća potrebu za strojem za savijanje prilično je prikladan jednostavan uređaj izrađen od improviziranih alata.
- Oni koji se s vremena na vrijeme bave izvršavanjem naloga za postavljanje krova, trebat će ručni stroj za savijanje lima i jednostavan stroj za cik-cak.
- Profesionalci koji se stalno bave proizvodnjom elemenata za krovne konstrukcije i limarske radove, trebaju tvornički uređaj za savijanje lima.
- Priručnik je koristan za one koji se profesionalno bave izradom elemenata krovnih konstrukcija. Optimalna za takve stručnjake je profesionalna oprema, koju karakterizira veća pouzdanost i trajnost.

Listogib ruske proizvodnje SKS-2v1, cijena 64 tisuće rubalja
Ako vaši planovi ipak uključuju aktivno korištenje domaćeg stroja za savijanje lima za rad na manje ili većem protoku, budite spremni na činjenicu da će se vaša proizvodnja u jednom trenutku zaustaviti zbog kvara. Budući da čelik koji kućni majstori koriste za proizvodnju strojeva za savijanje vlastitim rukama, najvjerojatnije, neće izdržati veliko opterećenje, brzo će se umoriti i jednostavno plutati.
No, za domaću, ne posebno opterećenu aplikaciju, kućni stroj za savijanje bit će izvrstan pomoćnik i uštedjet će mnogo novca. Morate uzeti u obzir ovu točku i ne očekivati \u200b\u200bčuda izdržljivosti i performansi od jednostavnog domaćeg stroja.
Prije nego što napravite stroj za savijanje vlastitim rukama, ne možete samo proučiti brojne crteže takvih uređaja objavljenih na Internetu, već i pogledati videozapis o treningu. Možda će se nekima činiti veličina opisanog stroja za savijanje čini se premalom, tada možete razmotriti mogućnost domaćeg stroja za savijanje većeg formata. Naravno, ovo više nije mobilni stroj, već je pogodno za malu privatnu radionicu:
Prednosti domaćeg stroja za savijanje
Izrada stroja za savijanje vlastitim rukama ili kupnja stroja za ručno savijanje često zanima one koji žele dostojno uštedjeti na kupnji proizvodnje valovitog šarža. Jednostavna teorijska aritmetika pokazuje: ako samostalno savijate valovitu ploču koristeći takav uređaj, tada će cijena potonjeg biti 40% niža u odnosu na troškove tvorničkih proizvoda. Ali nije tako jednostavno.

Ako kupite tvornički dosadan stroj za ručno postavljanje podova s \u200b\u200bmalo oka na malo kućne proizvodnje, tada će to koštati oko 60 tisuća rubalja. U međuvremenu, takav stroj za ručno savijanje ne jamči stabilnu kvalitetu valovite ploče dobivene uz njegovu pomoć. Problem je u tome što će se kotrljanje u jednom prolazu s velikim stupnjem vjerojatnosti dovesti do pojave uskih kutova, iz kojih naknadno mogu nastati pukotine. I neprestano valjati jedan list, postupno mijenjajući stupanj pritiska, predugo, naporno i na kraju neisplativo. No s druge strane, jednostavniji dijelovi od čeličnog lima mogu se izrađivati \u200b\u200bkoristeći ga prilično prikladno.
Za potpuno ispunjenu rolo liniju kineske izrade morat će se platiti oko 20 000 dolara za valovitu ploču. Naravno, troši puno električne energije (od 12 kW) i za njegovu instalaciju potrebna vam je velika površina, koja se očito ne uklapa u planove i proračun većine domaćih majstora.

Najvažnija stvar koju treba uzeti u obzir prilikom nabavke stroja za savijanje je mogućnost njezinog brzog povrata. To je prilično teško postići za majstora koji takav uređaj primjenjuje privatno. U ovom slučaju je poželjnije koristiti stroj za savijanje domaće izrade, koji je pogodan za proizvodnju proizvoda savijenih lima bilo koje vrste. Uz pomoć takve opreme moguće je savijati listove standardnih veličina, kao i nestandardne proizvode, koji su tijekom potrage za krovovima vrlo traženi, kao i mnogi drugi.
Kako je stroj za savijanje
Prije nego što se zapitate kako napraviti stroj za savijanje lima, trebali biste razumjeti dizajnerske značajke takve opreme. Prije svega, takvi se uređaji razlikuju u vrsti pogona. Dakle, postoje uređaji s mehaničkim, električnim, hidrauličkim i ručnim pogonima.
U strojevima za ručno savijanje može se upotrijebiti zamašnjak s tornom spojnicom i radilicom ili sustav blokova, poluga i kabela s padom tereta. Takvi uređaji, karakterizirani udarnim impulsom na početku radnog hoda, koji potom postupno slabe, zbog mehanike njihovog rada daleko su od idealnog u smislu kvalitete rezultata i koriste se sve manje i manje.

Učinkovitost opreme za savijanje lima na koju je ugrađen električni pogon znatno se smanjuje s povećanjem opterećenja u obliku smanjenja veličine obratka ili povećanja njegove čvrstoće. Ako pokušate saviti radni komad izrađen od tvrdog metala (na primjer, nehrđajući čelik) na takvom stroju za savijanje, možda ćete naići na činjenicu da rotor elektromotora počinje kliziti, smanjujući zakretni moment i povećavajući potrošnju energije.
Precizno podešavanje razvijene sile na otpor radnog komada omogućava opremu s hidrauličkim pogonom, ali nije jeftino. Uobičajena hidraulična dizalica, koja se također može koristiti kao pogon za savijanje lima, ne pruža ravnomjernu raspodjelu sile od nje duž cijele duljine zavoja.
Ako sažmemo sve gore, ispada da je ručni listogib najbolja opcija za domaće majstore. Može se izrađivati \u200b\u200bu različitim izvedbama.(Glas: 3 , prosječna ocjena: 5,00 od 5)
kako bi
Listovi metala rijetko se koriste u svom izvornom obliku. Za njegovu daljnju upotrebu nužna je odgovarajuća obrada sirovina. Tvrtka Rushar nudi usluge savijanja i obračuna metala koristeći modernu opremu prema zahtjevima kupca. Takva tehnološka operacija omogućuje oblikovanje proizvoda potrebnog oblika i veličine iz ravno valjanih proizvoda. Za razliku od zavarivanja, savijanje lima je jeftinije i zahtijeva manje vremena.
Primijenjena oprema
Za savijanje metala koriste se hidraulične prešane kočnice. Njihovi parametri, veličine, standardi točnosti udovoljavaju zahtjevima GOST 10560-88. Ova oprema omogućuje podešavanje sila prilikom savijanja lima. Prese su opremljene sredstvima za mehanizaciju istovara gotovih proizvoda.
Na opremi dizajniranoj za višestruko savijanje ugrađen je softverski upravljački uređaj. Vrsta potonjeg određuje se posebnim redoslijedom i vrstom najma.
Sve preše su opremljene uređajima za držanje gotovog proizvoda pod opterećenjem nakon završetka savijanja metala. Dizajn opreme omogućuje vam ugradnju u automatske linije za obradu lima.
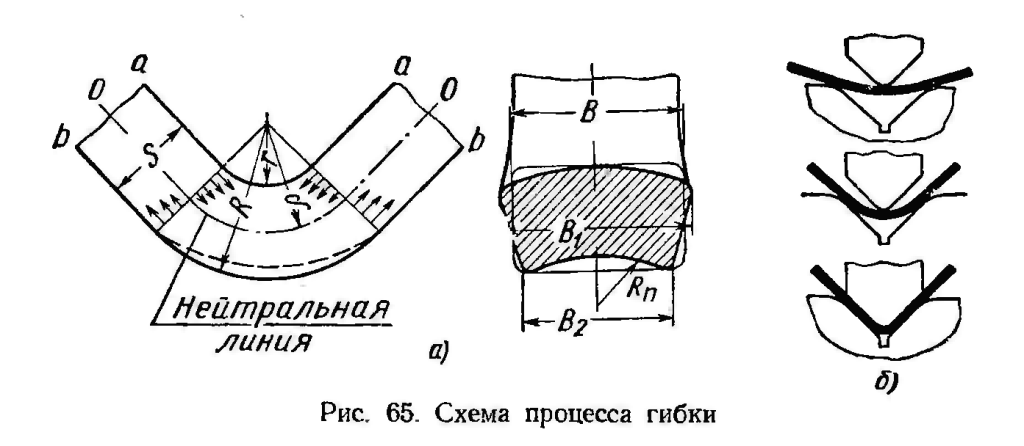
U procesu savijanja lima, proizvod dobiva zadani oblik. U ovom su slučaju vanjski slojevi rastegnuti, unutarnji su komprimirani, srednji zadržavaju izvornu strukturu. Mehaničko i automatsko savijanje metala vrši se na odgovarajućoj opremi. Suština ovog postupka je savijanje trake lima pod određenim kutom. Minimalni radijusi savijanja izračunavaju se prema OST 1 00286-78.
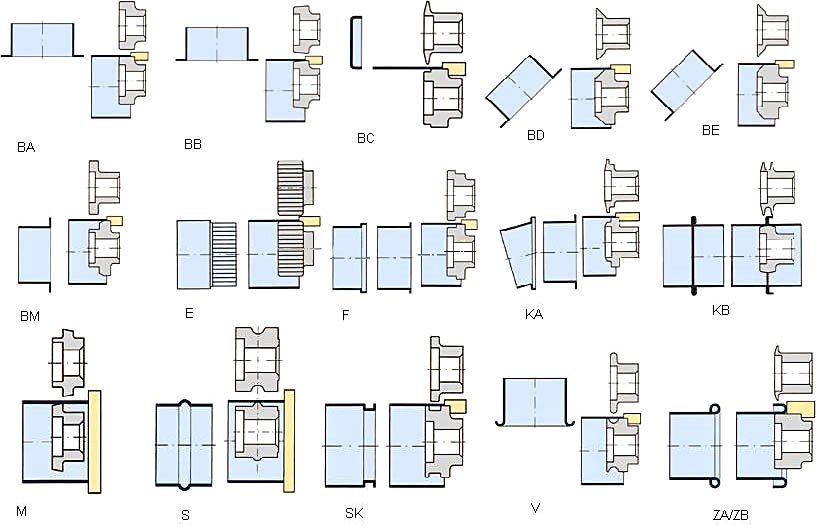
Suvremene vrste savijanja lima
- Zračna (zrak savijanje) , Takvo savijanje lima vrši se spuštanjem udara u matricu na unaprijed određenu dubinu. Njihove dimenzije i kut su isti kao u gotovom dijelu. Polumjer savijanja metala ovisi o svojstvima materijala i otkrivanju matrice. Metoda je univerzalna, omogućuje vam dobivanje kutova različitih veličina.
- Metalno savijanje matricom (oslanjanje) , Ova je tehnologija nešto preciznija od prethodne. Koristi se za valjanje lima do 5 mm. Međutim, savijanje matrice ne dopušta savijanje originalnog radnog dijela pod kutom većim od 90.
- Obrada okretnih greda (Folding) , Koristi se za savijanje lima (do 1 mm za konstrukcijski čelik). Metoda vam omogućuje savijanje obratka u oba smjera, i gore i dolje.
- Obrada proklizavanja (brisanje) , Slično kao u prethodnoj metodi. S ovim savijanje lima Za svaku debljinu potreban je poseban alat.
| debljina mm | do 100 mm. | do 1250 mm. | do 3000 mm. | do 8.000 mm. |
| 0,5 - 0,8 | 5,00 rub. | 12,00 USD | 25,00 USD | 70,00 USD |
| 1,0 - 1,2 | 6,00 USD | 14,00 USD | 25,00 USD | - |
| 1,5 | 6,50 USD | 15,00 USD | 26,00 USD | - |
| 2,0 - 2,5 | 7,00 USD | 16,00 USD | 26,00 USD | - |
| 3,0 | 7,50 USD | 17,00 USD | 33,00 USD | - |
| 4,0 | 9,00 USD | 23,00 USD | - | - |
| 5,0 | 10,00 USD | 25,00 USD | - | - |
| 6,0 | 12,00 USD | 28,00 USD | - | - |
| 8,0 | 14,00 USD | - | - | - |
| 10,0 | 15,00 USD | - | - | - |
Prednosti naših usluga
Tvrtka Rushar pruža usluge savijanja lima debljine 0,5-6,0 mm. Naše glavne prednosti uključuju:
- razumna cijena, Posjedovanje vlastite proizvodnje omogućava nam održavanje prihvatljivih cijena savijanja lima;
- kvalitetan rad, Za savijanje lima po narudžbi koristi se moderna oprema. Hidrauličke preše pružaju potrebnu točnu dimenziju gotovog dijela;
- integrirani pristup, Uz usluge savijanja lima, na zahtjev vršimo i rezanje mlazom vode, hladnim utiskivanjem i drugim vrstama obrade.
U tvrtki "Rushar" možete se prijaviti za izradu volumetrijskih dijelova raznih oblika i veličina od lima. Savijanje metala po mjeri može se izvesti prema pojedinačnim crtežima kupca. Preporučujemo da prvo podnesete zahtjev za proračun savijanja lima. Pomoću ove web stranice možete saznati koliko će savijanje lima koštati u Moskvi i moskovskoj regiji ili nekoj drugoj regiji Ruske Federacije.
Za pomoć se obratite našim menadžerima na telefonski broj naveden na web mjestu. Oni također navode trenutne cijene za savijanje metala i druge vrste obrade.
Jedna od najčešćih metoda obrade metala je njegovo savijanje. Ovaj postupak omogućuje i proizvodnju raznih proizvoda.
Tehnološki postupak savijanja metala je postupak u kojem se radnom komadu, koristeći posebnu opremu, daje željeni oblik. To ne zahtijeva zavarivanje, lijevanje i žigosanje, a radni komad se samo rasteže i stisne s raznih strana.
Takav postupak može biti ručan i automatiziran. Istodobno, način savijanja ovisi o vrsti obrade.
Radite s limom
List je najjednostavniji i najlakši prazan prah koji ne zahtijeva posebnu pažnju prilikom savijanja. Savršeno se savija pod različitim kutovima i može poprimiti bilo koji oblik koji želite.
Krovni materijal, uglovi, profili, razni konstrukcijski elementi itd. Mogu se izrađivati \u200b\u200bod lima metala. Za to se koriste ručni strojevi za savijanje ili posebne preše. Potonje uvelike olakšava rad i obično se koristi u tvornicama. U pravilu, sada su opremljeni CNC-om.
oprema
Ova vrsta obradaka je prilično izdržljiva i ima pristojan promjer. Ali mehanizirane preše za ojačavanje armature rijetko se koriste, najčešće ručnim strojevima. To se objašnjava potrebom provođenja takve operacije izravno na gradilištu.
Stroj za savijanje treba biti fiksiran na odabranoj podlozi koja bi trebala biti jaka, a mehanizam za savijanje treba pokrenuti, a posebni napori za to neće trebati.

Metalne cijevi
To nije tako jednostavno, jer u slučaju nepravilne raspodjele opterećenja, cijev se može rasprsnuti. Stvar je u njegovoj snazi.
Pored toga, mogu se pojaviti poteškoće s nestandardnim oblicima i veličinama proizvoda. Postoje brojna ograničenja širine i promjera odjeljka, kao i duljine cijevi, koja uopće ne dopuštaju savijanje.
Operacija se izvodi u savijačima cijevi u kojima se radni komad namotava na rotacijski kopirni stroj. Stoga je potpuno isključeno formiranje valovitosti. Ponekad se koristi visokofrekventno grijanje strujom.
Poseban pristup
Nestandardne praznine su također fleksibilne, ali s njima se treba pažljivo postupati:
- debeli i izdržljivi proizvodi - mogu se rasprsnuti;
- listovi male debljine - lako se oštećuju;
- proizvodi s različitim debljinama na određenim mjestima i pokazatelji čvrstoće;
- profili i uglovi.
U svim tim slučajevima prije obrade potrebno je točno izračunati dopušteno opterećenje.
Kako dolazi do savijanja metala pogledajte u videu:
Da bi se povećala krutost metalnih konstrukcija, koristi se savijeni ugao. Također se koristi za izgradnju ventiliranih fasada, u proizvodnji kliznog namještaja i u mnogim drugim područjima. Savijeni kut dobiva se od hladnog lima na posebnoj opremi.
Mogućnosti izrade savijenog ugla:
Glavni uvjet za dobivanje savijenog kuta je odsutnost promjena svojstava metala tijekom obrade. I prva i druga metoda ostavljaju metalnu konstrukciju na mjestima savijanja nepromijenjenom. U ovom slučaju metalni lim može imati debljinu do 10 mm.
Savijanje lima je postupak obrade čeličnog lima, tijekom kojeg im se daje potreban oblik.
Čelični lim položen je na matricu savijanja donjeg stola. Čelični lim može imati različite debljine do 10 mm i duljine do 6 metara, ovisno o namjeni. Pod djelovanjem klipova cilindara postavljenih na gornji stol, udarci se približavaju lima postavljenim na matricama donjeg stola. Nakon dodira udara s lima, tlačna sila počinje se povećavati, a buša se pritisne u metalni lim ili lim, deformirajući ga prvo u području elastične deformacije, a zatim u području plastične deformacije, što omogućava određeno savijanje lima. Svi oni metalni slojevi koji se nalaze duž osi savijanja ostaju nepromijenjeni u veličini, stoga se svi proračuni provode točno u odnosu na ove metalne slojeve.
Savijanje čeličnih lima uglavnom se koristi za izradu dijelova raznih oblika hladnim savijanjem (na primjer: savijeni ugao, savijeni kanal itd.)

Poznate su mnoge metode za savijanje obradaka u hladnim i vrućim uvjetima. Koristi se uglavnom za hladno savijanje metala na strojevima za savijanje, hidraulične preše za savijanje i valjke za savijanje od tri ili četiri valjka.
Valjci za savijanje lima izvode se kotrljanjem lima radi formiranja cilindričnih, stožastih, sfernih i sjedećih površina i savijanja (valjanja). Na strojevima za savijanje kotlova, kutova, kanala, cijevi i I-greda valjaju se. Kako bi se izbjegle strukturne promjene, pojava značajnog stvrdnjavanja i potpuni gubitak plastičnih svojstava čelika tijekom hladnog savijanja gredica, zaostalo produženje ne smije prijeći čvrstoću prinosa. Kod izrade savijenih profila na prešnim kočnicama unutarnji polumjeri zakrivljenosti konstrukcija izrađenih od ugljičnog čelika koje apsorbiraju statičko opterećenje moraju biti najmanje 1,2 debljine lima, a za konstrukcije koje prihvaćaju dinamičko opterećenje, najmanje 2,5 debljine lima. Za dijelove lima izrađene od niskolegiranih čelika, minimalne vrijednosti unutarnjih radijusa zakrivljenosti trebaju biti 50% veće nego za ugljični čelik.
Pločasti valjci za savijanje imaju tri ili četiri vodoravna valjaka, na kojima je savijen čelični lim, čija je najveća širina 2100-8000 mm, a maksimalna debljina je 20-50 mm. Najčešći su valjci s tri valjka s piramidalnim rasporedom valjaka. Dva donja pogonska kola se okreću u istom smjeru. Gornji valjak pomiče se po visini i okreće se kao rezultat trenja između valjaka i savijenog lima. Jedan ležaj gornjeg valjka može se presaviti na stranu tako da se savijeni dio može ukloniti. Prije fleksibilnih dijelova lima cilindričnog oblika oba se lista listova prekriju. Podloga treba imati širinu 2 puta veću udaljenost između osi donjih valjaka, a polumjer savijanja trebao bi biti manji od 10-17% radijusa savijanja dijela, uzimajući u obzir elastičnu deformaciju čelika. Debljina trake za podlogu obično se uzima 25-30 mm, međutim trebala bi biti barem 2 puta veća od debljine valjanog lima, a debljina valjaka treba biti dovoljna da se list savije 3 puta više od valjanog lima. Nakon savijanja, podloga se uklanja i nastavlja se valjanje, zbog čega se listovi nekoliko puta prolaze kroz valjke u oba smjera. Stupanj savijanja lima kontrolira se podizanjem ili spuštanjem gornjeg valjka.
Obje metode omogućuju savijanje listova do 6 metara, metal može biti i crni i nehrđajući. Velika prednost savijen ugaomožemo razmotriti mogućnost izrade s različitim veličinama polica. Kutak može biti simetričan, ali moguće je proizvesti više spolova s \u200b\u200bdanim parametrima.
Povezani članci
-
Analiza organizacije plaća u poduzeću
Za učinkovit rad opreme u RUE MZIV potrebna je jasna organizacija njenog materijalno-tehničkog održavanja. Veliki iznos izdvaja se za organizaciju popravka opreme. Bit popravka je očuvanje i ...
-
Velika enciklopedija nafte i plina
PRETHODNI UPRAVLJAČNI SUSTAV i njegov sadržaj. Ciklus popravka i njegova struktura, razdoblje remonta. Tijekom rada, oprema je podvrgnuta raznim vrstama održavanja i popravaka. U našoj zemlji ...
-
A koji je najbolji način organiziranja radova na popravcima?
Proizvodnja u poduzećima elektroničke industrije i instrumenata opremljena je složenom, visokoučinkovitom i skupom opremom. U tom procesu oprema gubi radne kvalitete, uglavnom zbog istrošenosti ...
-
Značajke dizajna akta prihvata opreme
Izdavanje opreme od popravka Prilikom pripreme opreme za popravku za puštanje u pogon ili ispitivanja u radnim uvjetima, voditelj servisa je odgovoran za tehničku spremnost opreme koja se popravlja ...
-
Akt o prihvatu opreme za ugradnju
Novi obrazac "Zakon o prihvaćanju i prijenosu opreme za ugradnju" službeno je odobren dokumentom Dekret Goskomstata Ruske Federacije od 21. siječnja 2003. N 7. Više o primjeni obrasca "Akt o prihvaćanju i prijenosu opreme za ugradnju": Računovodstvo prometa ...
-
Kako ispravno sastaviti procjenu za izgradnju kuće - praktični savjeti
(Razmatramo primjere na temelju cijena TER-teritorijalnih jedinica, slično kao i cijene federalnih jedinica FER-a, prema Standardnoj procijenjenoj regulatornoj bazi (novo izdanje)) Analiziraćemo prvi primjer proračuna, najjednostavniji: ...