Održavanje i vrste popravaka. A koji je najbolji način organiziranja radova na popravcima? Koje zadatke rješava instrumentalna ekonomija?
Proizvodnja u poduzećima elektroničke industrije i instrumenata opremljena je složenom, visokoučinkovitom i skupom opremom. U tom procesu oprema gubi radne kvalitete, uglavnom zbog istrošenosti pojedinih dijelova, pa se smanjuju točnost, snaga, produktivnost i ostali parametri.
Za kompenzaciju istrošenosti i održavanje opreme u normalnom, učinkovitom stanju, potrebni su sustavni radovi na održavanju i popravcima, kao i tehnička dijagnostika. Amortizacija opreme tijekom njezinog rada i neracionalna organizacija održavanja i popravaka dovode do povećanja zastoja za popravak, do pogoršanja kvalitete obrade i povećanja odbacivanja, kao i do povećanja troškova popravaka.
Održavanjem se obično naziva skup operacija za održavanje operabilnosti ili ispravnosti opreme kada se ona koristi za njezinu namjenu, za vrijeme čekanja, skladištenja i transporta.
Popravak je skup operacija za vraćanje radnog stanja, radne sposobnosti ili resursa opreme ili njezinih komponenata. Održavanje i popravak opreme u poduzeću obavlja popravak.
Glavni su ciljevi organizacije planiranja usluga popravka poduzeća:
Očuvanje opreme u ispravnom, tehnički ispravnom stanju, osiguravajući njezine visoke performanse i neprekinuti rad;
Smanjenje troškova i vremena održavanja i svih vrsta popravaka.
Poznato je da je udio troškova servisiranja osnovnih sredstava prenesenih u trošak proizvodnje izuzetno važan faktor koji utječe na troškove proizvedenih roba i usluga, a samim tim i na konkurentnost poduzeća u cjelini. Trenutno je to 8-10% troškova i ima tendenciju povećanja.
Samo troškovi popravka opreme čine oko 20% knjigovodstvene vrijednosti. Ta je činjenica posljedica činjenice da se svaka jedinica opreme mora podvrgnuti tekućim popravcima tijekom godine, a jedna šestina glavnih proizvodnih sredstava poduzeća treba podvrgnuti velikim popravcima. Štoviše, stanke opreme u popravku apsorbiraju dio godišnje proizvodnje. Stoga je potrebno koristiti sustav održavanja i popravka koji bi osigurao nesmetan rad proizvodnje uz minimalne troškove.
Tipična konstrukcija popravnih postrojenja velikog i srednjeg poduzeća uključuje: odjel glavnog mehaničara (OGM), mehaničarsku radionicu (RMC), usluge popravljanja radionica, skladište rezervnih dijelova i sklopova u cijeloj tvornici. Odjeljenje glavnog mehaničara vodi glavni mehaničar, koji je izravno izvijestio glavnog inženjera postrojenja. U pravilu u okviru OGM-a stvaraju se sljedeće funkcionalne jedinice: biro za preventivno održavanje (PPR), projektni i tehnološki biro, ured za planiranje i proizvodnju te skupina opreme za dizalice.
Struktura biroa obuhvaća sljedeće skupine: inspekciju, računovodstvenu opremu, rezervne dijelove te postrojenja za popravak i podmazivanje. Inspekcijski tim planira, nadzire i uzima u obzir sve vrste popravnih radova; provjerava ispravnost rada i razvija upute za njegu opreme.
Grupa za knjigovodstvenu opremu provodi certificiranje i računovodstvo svih vrsta opreme, prati njeno kretanje, prati stanje skladištenja i kvalitetu očuvanja neinstalirane opreme i provodi godišnji popis. Grupa rezervnih dijelova određuje nomenklaturu, vijek trajanja, stope potrošnje i ograničenja za rezervne dijelove i kupljene materijale, planira proizvodnju rezervnih dijelova i upravlja zalihama dijelova.
Grupa za popravak i podmazivanje prati provedbu plana podmazivanja opreme; postavlja ograničenja za brisanje i maziva i za prikupljanje rabljenog ulja i njegovu regeneraciju. Biro za dizajn i tehnologiju provodi svu tehničku pripremu PPR sustava i sve popravke, uključujući modernizaciju; pruža dovršavanje albuma s crtežima i njihovo pohranjivanje za sve vrste opreme.
Biro za planiranje i proizvodnju planira i nadzire rad servisa mehanizacije i popravka radionica, vrši materijalnu pripremu popravnih radova, sastavlja izvješća o provedbi planova popravaka postrojenja, analizira tehničke i ekonomske pokazatelje tvorničke popravne službe, identificira neproduktivne troškove, razvija mjere za njihovo uklanjanje.
Grupa opreme dizalica prati rad i stanje svih mehanizama za dizanje i transport, planira i nadzire izvedbu svih vrsta popravaka. Mehanička radionica glavna je materijalna baza za uslugu popravljanja poduzeća. Opremljen je raznovrsnom svestranom opremom i visoko kvalificiranim radnicima. U ovoj se radionici obavljaju svi najkompleksniji poslovi na popravljanju opreme, proizvodnji i restauraciji zamjenjivih dijelova, kao i radovima na modernizaciji opreme.
Usluge popravka radionica nastaju u velikim glavnim radionicama postrojenja samo kada se koriste decentralizirani i miješani sustavi za organiziranje radova na popravcima. Usluge vodi mehaničar radionica. Skladište rezervnih dijelova i sklopova u cijeloj tvornici pohranjuje i bilježi svu materijalnu imovinu potrebnu za sve vrste popravaka opreme i podiznih vozila. Stanje inženjersko-tehničkih radnika i zaposlenika servisnih službi poduzeća postavljaju se ovisno o broju popravnih jedinica opreme u cijelom postrojenju.
Za organizaciju proizvodnje, dostupnost izravno nije dovoljna. Preduvjet za uspješno provođenje proizvodnih aktivnosti je organizacija instrumentalne, popravne i energetske podrške za proizvodnju.
Instrumentalna ekonomija poduzeća.
Koja je svrha instrumentalne ekonomije?
imenovanje instrumentalna ekonomija poduzeće se sastoji u pravodobnom i potpunom zadovoljavanju potreba proizvodnih jedinica poduzeća u tehnološkoj opremi uz minimalne troškove.
U svakoj se proizvodnji koristi tehnološka oprema, čija kvaliteta i pravodobnost opremanja radnih mjesta određuju rezultate proizvodnje i aktivnosti poduzeća u cjelini. Troškovi alata i druge tehnološke opreme čine od 5 do 30% troškova opreme, njihov udio u troškovima proizvodnje - od 1,5 do 15%; štoviše, ti su troškovi veći, što je veća serijska proizvodnja.
Racionalna organizacija usluga instrumentalne proizvodnje pomaže povećati produktivnost, poboljšati kvalitetu proizvoda i smanjiti troškove.
Koje zadatke rješava instrumentalna ekonomija?
Glavni zadaci instrumentalne ekonomije poduzeća su:
- utvrđivanje potreba i planiranje opskrbe poduzeća s opremom;
- racionaliziranje potrošnje opreme i održavanje njezinih rezervi na potrebnoj razini;
- pružanje poduzeća kupljenoj opremi;
- organizacija proizvodnje vlastite opreme;
- organizacija računovodstva, skladištenja i pružanja opreme na radnom mjestu;
- organizacija racionalne uporabe opreme i tehničkog nadzora;
- alat za oporavak organizacije;
- praćenje provedbe računovodstva i analiza učinkovitosti uporabe opreme.
također instrumentalna ekonomija poduzeća nabavljaju, projektiraju i proizvode, skladište, isporučuju, rade, obnavljaju i odlažu opremu.
Alat za upravljanje alata za upravljanje provodi ili izravno.
Kako prepoznati potrebe alata?
Da bi se utvrdila potreba za instrumentom za određeno vremensko razdoblje, potrebno je utvrditi nomenklaturu potrošenog instrumenta, potrošnju instrumenata, zalihe i revolving fond instrumenta.
Naziva se količina alata koja se u proizvodnji tijekom određenog razdoblja u potpunosti potroši potrošnja alata, Poziva se broj alata koji moraju biti u pogonu i na skladištu kako bi se osigurao neprekinuti protok proizvodnje revolving fond.
Potreba za instrumentom za planirano vremensko razdoblje sastoji se od troškova instrumenta i razlike između potrebnog revolving fonda i njegove stvarne vrijednosti na početku razdoblja.
Kako mogu izračunati potrošnju alata?
1. Statistička metoda izračuna. Ovdje se, prema računovodstvenim podacima za prethodno razdoblje, utvrđuje stvarna potrošnja instrumenta. Zatim se dobiveni rezultat prilagođava uzimajući u obzir mjere za smanjenje potrošnje alata, zacrtane u razdoblju planiranja, i dobiva se planirani trošak. Ova metoda može dati značajnu pogrešku, pa je preporučljivo koristiti samo u dizajnu i prilagođenoj proizvodnji ili proizvodnji u malim serijama.
2. Način izračuna prema standardima opreme. Pod normom snap-in odnosi se na broj alata koji moraju biti istovremeno na odgovarajućem radnom mjestu tijekom cijelog razdoblja planiranja. Potrošnja alata ovdje se definira kao produkt norme alata i broja radnika koji istovremeno koriste alat, podijeljen s vijekom trajanja alata do njegovog potpuno istrošenja.
3. Način izračuna prema stopama potrošnje. Stopa potrošnje odnosi se na količinu alata koji se koristi za obradu jednog dijela ili proizvoda. Potrošnja alata definira se kao proizvod stope potrošnje i broja jedinica proizvodnje koje se trebaju pustiti u planiranom razdoblju.
Koji je najbolji način organiziranja instrumentalne ekonomije?
Da biste osigurali učinkovit rad farme alata u svojoj proizvodnji, morate učiniti sljedeće:
- Organizirajte rad skladišta alata. Funkcije skladišta su prihvaćanje, knjiženje i isporuka alata u radionice. Istovremeno, alat koji dolazi izvana prihvaća se prema priloženim dokumentima (računi, fakture i sl.), A njegovu količinu provjeravaju skladištari, a kvalitetu provjerava odjel kontrole kvalitete. Alat koji dolazi iz vlastite proizvodnje prihvaćen je na dostavnici i ne podvrgava se visokokvalitetnom prihvatu na skladištu, jer se njegovo prihvaćanje vrši u radionicama. Za svaki alat postavlja se kartica računa i izdavanje radionicama vrši se u skladu s potrebama prema standardima potrošnje i.
- Organizirajte rad instrumentalno-distribucijske smočnice u radionicama. Njihove funkcije su primanje alata iz skladišta, njegovo skladištenje i računovodstvo, dostava na radna mjesta i prihvaćanje s radnih mjesta, slanje na popravak, pregled i naknadno prihvaćanje, uklanjanje istrošenog alata i njihovo slanje u bazu za oporavak ili otpad.
- Organizirajte popravak i obnavljanje alata. Preporučljivo je popraviti djelomično istrošen ili pokvaren alat kada su troškovi njegovog popravka manji ili jednaki zaostalom dijelu troškova alata, uzimajući u obzir njegovo trošenje. Obnavljanje alata odnosi se na popravak potpuno istrošenog ili dotrajalog i raskinutog (raskinutog) alata radi dobivanja njegova izvornog ili drugog izgleda, svojstava i veličina.
- Organizirajte rad alata. Trgovina s alatima trebala bi proizvesti posebne alate za glavne radionice (za proizvode koje tvornica proizvodi i nanovo savladaju), pomoćne prodavaonice i usluge postrojenja (uključujući alate za izradu alata), kao i popravak i restauraciju alata.
Kako se može poboljšati organizacija instrumentalne ekonomije?
Poboljšajte organizaciju i planiranje farme alata
- povećanje razine alata;
- proširenje opsega alata;
- šira upotreba standardnih tehnoloških procesa;
- koncentracija proizvodnje iste vrste posebne opreme,
- proširivanje količine oporavka alata;
- integrirana mehanizacija i automatizacija instrumentalne ekonomije;
- uvođenje progresivnih oblika pružanja poslova s \u200b\u200balatom uz jak tehnički nadzor nad njegovim stanjem;
- poboljšati regulatorni okvir, planiranje i računovodstvo instrumentalne ekonomije temeljene na suvremenim informacijskim tehnologijama.
Popravak objekata poduzeća.
Zašto mi treba popravak?
Tijekom rada, oprema je izložena fizičkom habanju, zbog čega se smanjuje njezina točnost, performanse itd. To uzrokuje pad kvalitete proizvoda, pogoršanje tehničkih i radnih karakteristika opreme i tehničko-ekonomskih pokazatelja proizvodnje. Da biste nadoknadili habanje i održavanje opreme u radnom stanju, potrebno je pravovremeno zamijeniti istrošene dijelove opreme, vratiti njihova originalna svojstva, konfigurirati pojedine jedinice i izvesti druge vrste radova na održavanje i popravak opreme.
održavanje i popravak opreme u poduzeću obavlja popravak objekata, Svrha popravaka postrojenja poduzeća je pravovremeno i potpuno ispunjavanje potreba proizvodnih jedinica poduzeća u održavanju i popravku opreme uz minimalne troškove.
Koje su funkcije popravnih objekata?
Postrojenja za popravak obavljaju sljedeće funkcije:
- certificiranje i certificiranje opreme;
- razvoj tehnoloških procesa popravaka i njihove opreme;
- organizacija i planiranje održavanja i popravaka, rada servisnog osoblja;
- izvođenje radova na održavanju i popravci, modernizacija opreme.
Koordinaciju održavanja i popravaka opreme u poduzeću obično obavlja glavni mehaničar. U malom poduzeću ovoj se funkciji može izravno dodijeliti.
Kako djeluje popravak?
Naravno, zaustavljanje proizvodnje zbog kvara opreme vrlo je nepoželjno. Stoga u radu popravak objekata u većini poduzeća prevladava preventivni pristup usmjeren na sprečavanje kvara opreme uslijed tehničkih kvarova. S druge strane, u praksi se često ispostavi da je tehnički nemoguće i ekonomski nepraktično osigurati potpuno nadogradnju opreme samo zbog preventivnih mjera, stoga se nadopunjuju s mjerama predviđenim u slučaju kvara (kvarovi u slučaju nužde). Praktična primjena ovog pristupa je sustav preventivnog održavanja (PPR) opreme.
Što je sustav preventivnog održavanja?
Planirani i preventivni oblik organizacije tehnoloških popravaka širom svijeta prepoznat je kao najučinkovitiji i našao je najveću distribuciju.
Oprema za preventivno održavanje sustava (PPR) -ovo je skup planiranih organizacijskih i tehničkih mjera za njegu, nadzor opreme, njeno održavanje i popravak. Svrha ovih mjera je spriječiti postepeno povećanje habanja, sprečavanje nesreća i održavanje opreme u stalnoj spremnosti za rad.
PPR sustav uključuje:
1. Održavanje. Ovo je skup operacija za održavanje funkcionalnosti opreme tijekom njenog rada, skladištenja i transporta. S druge strane, održavanje uključuje:
- u tekućem remontnom održavanju, što se sastoji od svakodnevnog praćenja stanja opreme i poštivanja pravila za njezin rad, pravovremene regulacije mehanizama i otklanjanja manjih kvarova. Te radove izvode glavni radnici i osoblje za popravak (monteri, maziva, električari) bez stanke.
- periodične preventivne operacije održavanja, Regulirano, izvodi ih servisno osoblje prema unaprijed dizajniranom rasporedu bez stanke. Ove operacije uključuju inspekciju radi utvrđivanja oštećenja, ispiranje i promjenu ulja, provjeru točnosti itd.
2. Planirani popravak, To zauzvrat uključuje:
- tekući popravak, Izrađuje se tijekom rada opreme kako bi se osigurala njezina operativnost do sljedećeg planiranog popravka (tekućeg ili remonta). Tekući popravak sastoji se u zamjeni ili obnovi pojedinih dijelova opreme i podešavanju njegovih mehanizama.
- remont, Izvodi se kako bi se vratio puni ili blizu punog resursa opreme (točnost, snaga, produktivnost). Remont zahtijeva popravke u stacionarnim uvjetima i upotrebu posebne tehnološke opreme. Stoga je potrebno uklanjanje opreme iz temelja na mjestu rada i njezina isporuka specijaliziranoj jedinici. Tijekom remonta, oprema se u potpunosti rastavlja s provjerenim svim njezinim dijelovima, zamjenjuju se i popravljaju svi istrošeni dijelovi itd.
Koji se standardni načini popravka i održavanja mogu koristiti u proizvodnim aktivnostima?
Sustav za popravak i održavanje može funkcionirati u sljedećim načinima:
- Post inspekcijski sustav, Provođenje pregleda opreme prema unaprijed razvijenom rasporedu, tijekom kojeg se utvrđuje njeno stanje i sastavlja popis nedostataka. Na temelju podataka inspekcije utvrđuje se vrijeme i sadržaj nadolazećeg popravka.
- Periodični sustav popravka, To uključuje planiranje vremena i obujma svih vrsta popravaka na temelju razvijenog regulatornog okvira.
- Standardni sustav za popravak, To uključuje planiranje opsega i sadržaja popravnih radova na temelju točno utvrđenih standarda i strogo pridržavanje planova popravaka bez obzira na stvarno stanje opreme. Ovaj se sustav primjenjuje na opremu čiji je neplanirani prekid neprihvatljiv ili opasan (npr. Dizala).
Kako organizirati popravak objekata u malom poduzeću?
Za organizaciju popravak objekata u malom poduzeću obično se imenuju odgovornima i imaju sljedeće funkcije:
- dizajnerska i materijalna podrška, planiranje i organizacija održavanja, popravka i modernizacije opreme;
- tehnički nadzor rada i stanja opreme, planiranje i praćenje provedbe planova za njezin popravak i održavanje;
- knjigovodstvo opreme i njeno kretanje, skladištenje i očuvanje neinstalirane (demontirane) opreme;
- uspostavljanje nomenklature, uvjeta usluge, stope potrošnje rezervnih dijelova i kupljenog materijala za potrebe popravka, planiranje i kontrola njihove nabave i proizvodnje, upravljanje njihovim zalihama;
- razvoj i nadzor rasporeda podmazivanja opreme, planiranje zahtjeva za čišćenje i maziva, organizacija prikupljanja istrošenog ulja i njegove regeneracije;
- planiranje i kontrola popravljačke i mehaničke radionice, organizacija njegove materijalne podrške i analiza tehničkih i ekonomskih pokazatelja.
Glavni mehaničar mora popraviti složene posade servisera za određeno područje za obavljanje svih vrsta popravnih radova. Svakom članu tima, u pravilu, dodjeljuje se skupina opreme u pravilu. Da biste smanjili zastoj opreme u popravku, preporučljivo je izvesti popravne radove van nje izvan radnog vremena glavne proizvodnje.
A koji je najbolji način organiziranja radova na popravcima?
Organizacija poslova popravljanja uključuje dvije faze:
1. Organizacija popravnih radova, U skladu sa sustavom preventivnog održavanja, uključuje:
- Obuka za dizajn, Uključuje formiranje i ažuriranje baza podataka na dizajne opreme, njegove sklopove i sklopne jedinice s pojedinostima o zamjenskim dijelovima, dimenzijama za istrošene dijelove, razvoju i uporabi ekspanzijskih dijelova i zamjena za oskudne materijale, modernizaciji opreme. Modernizacija opreme - usklađivanje opreme s modernim zahtjevima promjenom dizajna i materijala njegovih dijelova ili principa rada.
- Planirana priprema. Treba razvijati popravak rasporeda, Planiranje popravka opreme u proizvodnim prodavaonicama provodi se na godinu dana, raščlanjeno po mjesecima, ako drugačije nije određeno određenošću proizvodnje ili opreme.
2. Organizacija popravnih radova, Za izvođenje popravaka bez zaustavljanja proizvodnje, ubrzavanje radova na popravci i skraćivanje vremena zastoja opreme u popravaku, preporučljivo je koristiti agregatne (nodalne) ili serijske agregate (serijsko-čvorne) metode popravka. Metodom agregata pojedinačni komadi opreme koji se popravljaju demontiraju se i šalju na popravak, a na njihovo mjesto postavljaju se rezervne, unaprijed popravljene ili nove. Primjena ove metode ekonomski je izvediva kod popravljanja velikog broja komada opreme istih modela. Kod metode sekvencijalnog agregiranja, jedinice koje zahtijevaju popravak ne demontiraju se i zamjenjuju rezervnim jedinicama ne istovremeno, već uzastopno, tijekom prekida rada opreme. Ova se metoda koristi za opremu koja ima niz strukturno izoliranih elemenata koji se mogu zasebno popraviti i ispitati.
Kako se može poboljšati organizacija popravaka?
Poboljšajte svoju organizaciju i planiranje popravak objekataMožete zbog sljedećih događaja:
- skraćenje stanke opreme za popravak;
- smanjenje troškova popravka jedne popravne jedinice;
- povećati promet flote rezervnih dijelova;
- smanjenje broja nesreća, kvarova i neplaniranih popravaka;
- uvođenje naprednih tehnoloških procesa, tehnološke opreme, metoda organizacije i planiranja radova na održavanju i popravcima opreme;
- korištenje suvremenih sredstava tehničke dijagnostike stanja opreme (uključujući aktivno praćenje);
- integrirana mehanizacija i automatizacija održavanja i popravaka opreme;
- certificiranje opreme, certificiranje rada i poslova, automatizirano mjerenje i planiranje popravaka, upravljanje zalihama rezervnih dijelova;
- poboljšanje regulatornog okvira, planiranja i računovodstva u sektoru sanacija temeljenog na modernim informacijskim tehnologijama.
Energetski sektor poduzeća.
Koja je svrha energetskog sektora?
Poduzeća u tom procesu troše značajne količine energije i nosača energije različitih vrsta i parametara: električne energije, plinovita, tekuća i kruta goriva, topla i hladna voda, para, komprimirani zrak, kisik, acetilen itd. Za održavanje normalnog tijeka proizvodnog procesa u svakom poduzeću potrebna je organizacija održive opskrbe energijom. Taj je zadatak dodijeljen energetskom sektoru poduzeća.
Svrha energetske ekonomije poduzeća je pouzdano i neprekidno zadovoljenje u potpunosti potreba proizvodnih jedinica poduzeća energijom potrebnih parametara uz minimalne troškove.
Koje zadatke rješava energetski sektor?
Glavni zadaci energetska ekonomija poduzeća su:
- utvrđivanje potrebe poduzeća za energijom i najekonomičniji načini za njezino pokrivanje;
- održiva organizacija poduzeća za opskrbu energijom i njegove jedinice u strogom skladu s potrebama;
- racionalna organizacija pogona, održavanja i popravka elektroenergetske opreme i mreža u poduzeću;
- razvoj i provedba mjera usmjerenih na smanjenje potrošnje energije, uštede energije i svih vrsta goriva;
- korištenje sekundarnih energetskih resursa i netradicionalnih izvora energije;
- smanjenje troškova za opskrbu energijom poduzeća i održavanje energetskih objekata;
- smanjenje energetske intenziteta i energetske komponente u trošku proizvodnje.
Važna značajka napajanje nemogućnost stvaranja značajnih energetskih rezervi, što prisiljava istovremeno proizvoditi i trošiti energiju, kao i osigurati proporcionalnost u pogledu njegove proizvodnje i potrošnje. Način proizvodnje energije u svakom vremenskom intervalu ovisi o načinu njegove potrošnje. Potrošnja energije u proizvodnji neravnomjerna je u satima dana, danima u tjednu, mjesecima i godišnjim dobima. Budući da se potražnja za energijom (potražnja) mijenja s vremenom, njezina opskrba bi se, prema tome, trebala mijenjati (proizvodnja, kupnja, odabir iz vanjske opskrbne mreže). Još jedna važna značajka koja definira zahtjeve organizacije poduzeća za energetske objekte, je nedopustivost kvarova u opskrbi energijom tehnoloških sredstava uključenih u proizvodnju komercijalnih proizvoda: energetski sektor trebao bi osigurati pouzdanost i neprekidno napajanje električnom energijom.
Kako organizirati energetsku ekonomiju u malom poduzeću?
Opskrba energijom može se organizirati u tri oblika:
- Domaće napajanje, Koristi se kada poduzeće, iz ekonomskih ili drugih razloga, smatra da je prikladno u potpunosti se osigurati energijom svih vrsta iz vlastitih proizvodnih postrojenja i stanica.
- Vanjsko napajanje, Pretpostavlja se potpuno zadovoljenje potreba poduzeća za energijom svih vrsta kupnjom od specijaliziranih dobavljača i posrednika za opskrbu energijom, osiguravajući njegovu opskrbu točno do mjesta potrošnje u poduzeću.
- Kombinirano napajanje, Glavno je za većinu poduzeća: dobivaju struju, toplinu, vodu i plin iz teritorijalnih energetskih sustava i mreža, te komprimirani zrak, acetilen i sve ostalo - iz vlastitih proizvodnih postrojenja i stanica.
Obično na čelu energetska ekonomija poduzeće je glavni inženjer napajanja, a izvješćuje glavnog inženjera (ili glavnog mehaničara), čija su zaduženja:
- racionaliziranje potrošnje energije, planiranje opskrbe energijom, sastavljanje energetskih bilansa, sažetak računovodstva i analiza potrošnje energije;
- upravljanje preventivnim održavanjem elektroenergetske opreme i elektroenergetskih mreža, nadgledanje njihovog tehničkog stanja i tehnički nadzor nad poštivanjem radnih uvjeta;
- razvoj mjera za uštedu goriva i energije, istraživanje za smanjenje potrošnje energije;
- izrada različitih vrsta mjerenja, ispitivanje opreme i mreža, održavanje, pregled i popravak instrumentacije.
Glavni inženjer struje imenuje osoblje energetska ekonomija dvije kategorije: dežurno osoblje koje osigurava neprekidno napajanje električnom energijom i osoblje uključeno u redovite preventivne popravke i instalacijske radove.
Kako standardizirati potrošnju energije u poduzeću?
Način uštede energije određuje potrebu za preciznom regulacijom i računovodstvom potrošnje energije u poduzeću.
Svrha regulacije potrošnje energije je uspostavljanje standarda za potrošnju energije, eliminirajući njezinu pretjeranu potrošnju. Rezultat je poboljšanje korištenja energetskih resursa i osnovnih sredstava energetskog sektora i smanjenje udjela troškova energije u troškovima proizvodnje.
Standardi potrošnje energije dijele se na:
- Diferencirane (specifične) norme, Postavite potrošnju energije za pojedine jedinice, za pojedine dijelove i druge jedinice za mjerenje proizvodnje.
- Integrirane norme. Postavite potrošnju energije za mjesto, radionicu i poduzeće po jedinici proizvodnje.
Standardi potrošnje energije mogu se postaviti na dva načina:
1. Analitička metoda, Više vremena, ali i točnije, postavlja tehnički ispravne standarde za energetski intenzivne jedinice (peći, kompresori, pumpe) i velike strojeve. Za to je potrebno uspostaviti ovisnosti koje pokazuju utjecaj pojedinih čimbenika na vrijednost specifične potrošnje energije. Upotreba ove metode za normalizaciju potrošnje energije cijelog strojarskog parka komplicirana je velikim brojem ugrađene opreme, malim kapacitetom jedinica, raznovrsnim obradenim dijelovima i tehnološkim operacijama, kao i neravnim načinima rada.
2. Eksperimentalna statistička metoda, Koristi se za utvrđivanje eksperimentalnih statističkih standarda potrošnje energije. Na temelju stvarnih čvrstih normi postignutih u proteklom razdoblju. Kako bi se eksperimentalno-statističke norme približile tehnički opravdanim, prilikom određivanja vrijednosti planiranih specifičnih normi potrebno je prilagoditi stvarne specifične troškove na temelju očekivanih promjena u tehnologiji organiziranja proizvodnje u planiranom razdoblju.
Koji su osnovni principi mjerenja energije u poduzeću?
Ukupna potrošnja energije poduzeća uvjetno se dijeli na promjenjive i stalne dijelove, tj. ovisan i neovisan o volumenu izlaza. Promjenjivi dio je potrošnja svih vrsta energije za provedbu osnovnih tehnoloških operacija, konstantan dio je potrošnja energije za rasvjetu, pogonske ventilacijske uređaje, grijanje, klimatizaciju. Potrošnja energije varijabilnog dijela može se odrediti agregatno na temelju vremena rada opreme ili prema sažetim standardima. Konstantni dio potrošnje energije temelji se na standardima osvjetljenja, grijanja prostora itd.
Predmeti energetskog računovodstva su proizvodnja i potrošnja energije, proizvodnja i upotreba sekundarnih energetskih resursa (otpad ili nusproizvodi glavnog tehnološkog procesa - plamenici i koksni plinovi, drobljena para čekića, vrući plinovi iz industrijskih peći itd.).
Slijede osnovni zahtjevi za mjerenje energije:
- Diferenciranje računovodstva, To je potrebno kako bi se u svakoj vezi odvojeno uzelo u obzir potrošnja svih vrsta energije energetska ekonomija, proizvodna jedinica poduzeća i zasebna cjelina.
- Računovodstvena učinkovitost, Potrebno je pravodobno reagirati na promjene situacije, odstupanja, prekide u potrošnji energije i opskrbi energijom; stoga je najviše poželjno kontinuirano ili periodično mjerenje s minimalnim vremenom između uzastopnih mjerenja.
- Točnost računovodstva, Neophodno je za pravilno utvrđivanje normi potrošnje energije i odstupanja od njih, za sastavljanje pouzdanih energetskih ravnoteža.
Kako možete planirati i analizirati opskrbu energijom?
Razvoj energetske bilance glavna je metoda planiranja opskrbe energijom i analiza korištenja energetskih resursa. Energetska bilanca utvrđuje potrebne dimenzije proizvodne potrošnje i primanja različitih vrsta energetskih resursa.
Energetske bilance dijele se na:
- Planirane energetske ravnoteže, Dizajniran da opravda potrebe poduzeća u energetici i gorivima (potrošni dio), da se utvrde najekonomičniji izvori za pokrivanje ove potrebe (ulazni dio). Osnova za pripremu planiranih energetskih bilansa su posebne norme potrošnje energije i goriva, kao i planirani ciljevi za proizvodnju proizvodnje.
- Prijavljena energetska bilanca, Dizajniran za kontrolu potrošnje energije, analizu energije i goriva.
Bilanca energije bi trebala biti dvije vrste:
- radni oblik bilansa - stavke bilance u njemu razvrstane su po proizvodnim mjestima i u smjeru potrošnje energije, bez dijeljenja potrošnih elemenata na korisne komponente i gubitke. Oblik stanja ravnoteže je detaljan plan i izvješće o opskrbi energijom poduzeća;
- sintetizirani oblik ravnoteže služi za analizu i procjenu razine korištenja energije. Da bi se to postiglo, cjelokupna potrošnja energije u poduzeću se dijeli na korisnu komponentu i gubitke, s daljnjom podjelom korisne komponente na elemente prema smjerovima korištenja energije i gubicima - prema njihovom mjestu i vrsti.
Preduvjet za pravo energetsko planiranje je priprema goriva i energetske bilance koja određuje potrebe poduzeća u energetskim resursima i izvorima njegovog pokrivanja.
U kojem redoslijedu i koliko često oni čine ravnotežu goriva i energije?
Gorivno-energetska bilanca poduzeća razvija se u sljedećem slijedu:
A. Izdaci (plan za potrošnju energije i energetska opterećenja poduzeća).
1. Planirana je potreba za glavnom proizvodnjom energije i goriva, kao i potrošnjom energije i goriva za neproizvodne potrebe (grijanje, rasvjeta, ventilacija i kućanstvo). Određuje se broj mogućih sekundarnih izvora energije.
2. Gubici energije izračunavaju se u mrežama i pretvaračkim instalacijama.
3. Utvrđuje se ukupna potrošnja energije i goriva poduzeća.
B. Ulazni dio (plan za pokrivanje energetskih potreba i energetskih opterećenja poduzeća).
1. Određuju se energetski resursi poduzeća. Izračunava se radna sposobnost proizvodnih postrojenja i sastavljaju se ravnoteže snage poduzeća.
2. Planirani raspored opterećenja raspoređuje se između izvora napajanja, čime se utvrđuje količina svakog izvora u pokrivanju potrošnje energije (koristeći sekundarne energetske resurse, proizvodnju energije izvana, proizvodnju energije u vlastitim postrojenjima). Određeno je oslobađanje energije u stranu.
3. Dizajnirani su načini rada jedinica i razviju se energetske bilance proizvodnih jedinica. Utvrđuju se specifične norme energije i potrošnje goriva za vlastite potrebe i učinkovitost postrojenja.
4. Izrađuje se bilans goriva na gorivu.
planovi poduzeća za opskrbu energijom sastavlja se za svako tromjesečje i godinu u obliku bilansa rada, kao i dnevni i tromjesečni raspored opterećenja.
Što daje analiza ravnoteže goriva i energije?
Gorivno-energetska bilanca omogućava nam saznati strukturu potrošnje energije poduzeća. Uspoređujući bilance tijekom niza godina, mogu se pratiti promjene u omjerima proizvodnje i potrošnje energije, rezultati prelaska s jednog nosioca energije na drugi i, konačno, rezultati opće racionalizacije proizvodnje i potrošnje energije. Usporedba ravnoteže povezanih poduzeća jedne industrije omogućava nam da procijenimo kvalitetu korištenja energije i otvorimo rezerve energetskog sektora poduzeća.
Kako se može poboljšati organizacija energetskog gospodarstva?
Poboljšajte svoju organizaciju i planiranje energetska industrijaMožete zbog sljedećih događaja:
- povećanje udjela energetskih resursa i usluga kupljenih od vanjskih dobavljača i specijaliziranih posrednika za opskrbu energijom;
- razvoj centraliziranog opskrbe energijom u industrijskim zonama i teritorijima;
- konsolidacija energetskih radionica i ostalih elemenata energetske ekonomije;
- poboljšati točnost standarda potrošnje energije, pooštriti kontrolu nad njihovim usklađivanjem;
- korištenje najekonomičnijih nositelja energije, izvora energije, dobavljača i posrednika u opskrbi energijom;
- uvođenje suvremene energetske opreme, racionalnih metoda organizacije njenog rada, održavanja i popravka;
- uvođenje tehnologija i opreme za uštedu energije;
- smanjenje energetske intenziteta proizvoda; poboljšanje planiranja, računovodstva, kontrole potrošnje energije i opskrbe energijom temeljenih na modernim informacijskim tehnologijama.
Počevši formirati vlastiti tim menadžera proizvodnje, odredite tko će u vašoj tvrtki odlučivati \u200b\u200bo pitanjima organizacije:
- instrumentalna ekonomija;
- popravke objekata;
- energetska ekonomija.
STRANA \\ * MERGEFORMAT 1
ORGANIZACIJA POPRAVKA I ODRŽAVANJA STROJA
OSNOVNI POJMOVI I DEFINICIJE
U praksi planiranja, organiziranja i provođenja održavanja i popravaka strojeva i opreme primjenjuju se sljedeći osnovni pojmovi i definicije, od kojih je većina utvrđena trenutnom regulatornom i tehničkom dokumentacijom.
popravci - skup organizacijskih i tehničkih mjera i tehnoloških utjecaja na proizvod (stroj ili sklopni uređaj) radi uklanjanja kvarova, vraćanja radne sposobnosti, radnih svojstava i resursa proizvoda na razinu utvrđenu tehničkom dokumentacijom.
održavanje - skup mjera usmjerenih na održavanje strojeva i opreme u zdravom ili dobrom stanju tijekom rada, skladištenja i transporta.
modernizacija —– metoda poboljšanja proizvoda, zahvaljujući kojoj su poboljšana njegova radna svojstva (resurs, pouzdanost, pouzdanost, održivost, itd.).
Sustav za održavanje i popravak - skup interaktivnih alata za popravak, izvršitelja, strategija, tehnologija i regulatorne i tehničke dokumentacije koji osiguravaju da je proizvod u ispravnom stanju.
Alati za popravak - ovo je proizvodna i tehnička baza (zgrade, građevine, oprema), čiji se sastav određuje proizvodnim i organizacijskim strukturama poduzeća.
izvođači - Glavni proizvodni i pomoćni radnici, inženjeri i osoblje za održavanje.
Strategija popravka (održavanja) - Ovo je sustav pravila koja određuju izbor odluke o sadržaju, mjestu i vremenu popravka ili o načinu otpisa proizvoda i njegovih sastavnih dijelova. Postoje dvije glavne vrste strategije popravka: radni sati i tehničko stanje.
Tehnologija popravka - sve su to metode promjene tehničkog stanja proizvoda tijekom postupka popravka.
Ciklus popravka - najmanje razdoblje ponavljanja rada proizvoda tijekom kojeg se utvrđene vrste održavanja i popravaka predviđene regulatornom dokumentacijom provode u određenom slijedu.
Popravak strukture ciklusa - popis i redoslijed ciklično ponovljenih redovitih popravaka i održavanja opreme izvedenih tijekom ciklusa popravka.
Period remonta - vrijeme između dva uzastopna bilo kojeg planiranog popravka proizvoda.
Trajanje popravka - regulirani prekid opreme za popravak, uključujući njezin prijenos na popravak, popravke i prihvaćanje popravljene opreme.
Neplanirani popravci - popravak, čija se primjena utvrđuje u regulatornoj dokumentaciji, ali se provodi neplanirano kako bi se otklonile posljedice kvarova.
Planirani popravak - popravak predviđen u normativnoj i tehničkoj dokumentaciji i izveden planirano. Planirani popravci prema obujmu i prirodi sanacijskih radova dijele se na tekuće i kapitalne.
Popravak garancije - skup radova koji osiguravaju neprekinuti rad opreme tijekom razdoblja utvrđenog jamstvenom putovnicom, pod uvjetom da osoblje za održavanje poštuje tehnološke režime i pravila tehničkog rada.
rastavljanje - rastavljanje proizvoda na njegove sastavne dijelove, uključujući izvedbu demontaže, ako je potrebno.
zbor - skup radova na stvaranju proizvoda iz njegovih sastavnih dijelova, uključujući, po potrebi, instalacijske radove.
montiranje - vrstu postupka sklapanja koji se izvode pomoću strojeva za podizanje i uređaja za podizanje kako bi se uređaj ugradio na mjesto.
Dijagnostika tijekom popravka - skup radova na utvrđivanju stupnja istrošenosti proizvoda ili pojedinih dijelova kako bi se odredila količina rada za vraćanje njegove operabilnosti ili upotrebljivosti.
Mjenjački fond - broj proizvedene ili popravljene opreme određene vrste koja mora biti u pogonu za popravak radi zamjene za primljenu na popravak.
MOGUĆNOST I SIGURNOST POPRAVKA STROJA
Sposobnost i učinkovitost strojnih popravaka nastaju zbog tehničkih i ekonomskih čimbenika.
Tehnički čimbenici. Glavni tehnički faktorOdređivanje mogućnosti popravka je razlika između resursa dijelova i dijelova stroja dobivenih tijekom proizvodnje i preostalog resursa zbog neravnomjernog trošenja i gubitka svojstava tijekom rada. Dakle, u bilo kojem stroju postoje dijelovi i sklopovi koji zahtijevaju periodičnu zamjenu, kao što su ležajevi i uređaji za brtvljenje, i dijelovi, poput osnovnih, održavani zbog visoke sigurnosne margine, obično tijekom cijelog životnog vijeka stroja. Potencijalno je moguće obnoviti do 60-70% dijelova stroja, tako da bi odbijanje popravka dovelo do značajnog iskorištavanja njihove potrošačke vrijednosti.
Drugi faktor Radi se o tome da se tijekom rada dijelovi istroše i samo se dio površina podvrgne restauraciji. To vam omogućuje vraćanje dijelova s \u200b\u200bmanje troškova proizvodnje, troškova materijala i troškova rada, što proizvodnju popravka čini isplativom.
Treći faktor, koja određuje mogućnost i svrsishodnost izvođenja popravaka, je prisutnost dijelova čija se dugotrajnost ne određuje fizičkim, već moralnim trošenjem. Oni uključuju, na primjer, većinu osnovnih dijelova, koji obično imaju veliku sigurnost, koja može izdržati nekoliko ciklusa rada tijekom čitavog životnog vijeka stroja.
Četvrti faktorzbog čega su popravci ekonomski isplativa je organizacijska i tehnološka sposobnost popravka da obnavlja dijelove na razini na kojoj dobivaju veći resurs od novih. Na primjer, površine obnovljene korištenjem modernih tehnologija i materijala često imaju veću otpornost na habanje u odnosu na izvorne. Treba napomenuti da bi povećanje resursa od popravka trebalo biti ekonomski isplativo.
Peti faktor postoji mogućnost modernizacije strojeva tijekom popravka kako bi se doveli do moderne tehničke razine, čime se eliminira njihova zastarjelost.
Navedeni čimbenici ukazuju na tehničku izvedivost i izvedivost popravaka strojeva, što potvrđuje i ekonomičnost popravljačke proizvodnje.
Ekonomski čimbenici, Glavni ekonomski čimbenik izvodljivosti popravka jest taj što su svi troškovi, osim troškova rada, za bilo koju vrstu popravka znatno manji nego za proizvodnju. Čak i troškovi najintenzivnijeg remonta stroja obično iznose 40–70% troškova novog stroja. To se postiže zahvaljujući uštedi materijalnih resursa, jer troškovi rada tijekom remonta mogu biti čak i veći nego tijekom proizvodnje, zbog demontaže, čišćenja, otkrivanja kvarova i drugih specifičnih operacija popravljanja. Dakle, proizvodnja za popravak štedi resurse.
Ušteda materijalnih resursa najvažniji je ekonomski faktor izvedivosti popravaka strojeva. Ekonomska učinkovitost popravaka očituje se u većoj mjeri povećanjem mase, snage i troškova proizvoda
SUSTAVI ODRŽAVANJA
I AUTOPRAVKA
Načela organizacije i funkcioniranja sustava
Operativnost opreme osigurava se planiranim preventivnim sustavom njenog održavanja i popravka.
Planirana priroda Sustav uključuje:
- redovito održavanje, koje osigurava sprečavanje izvanrednih kvarova strojeva i opreme i redovito primanje podataka o njihovom tehničkom stanju;
- planirano vrijeme rada strojeva i sklopova, kao i obujam posla tijekom popravka, što doprinosi organizaciji ritma proizvodnje popravka i njegove materijalno-tehničke podrške.
Lik upozorenja Sustav se sastoji u činjenici da omogućuje popravak prije razdoblja intenzivnog trošenja glavnih dijelova.
Sustav popravka, kao i svaki proizvodni sustav, uključuje materijalnu bazu, načela i načine upravljanja njime, kao i izvođače koji osiguravaju učinkovito funkcioniranje ovog sustava.
Materijalna baza unutar industrije uključuje osnovna proizvodna sredstva i obrtna sredstva svih remontnih poduzeća koja obavljaju usluge popravka. To uključuje tvrtke koje vrše popravak marki (poduzeća - proizvođači strojeva ili jedinice koje su stvorili); specijalizirana popravak poduzeća; servisne radionice i usluge organizacija koje koriste opremu.
Načela funkcioniranja sustava popravaka mogu se podijeliti na organizacijska, tehnička i ekonomska.
K organizacijski i tehnički principi Oni uključuju:
- odvajanje popravki napravljenih od strane strojeva prema namjeni - vraćanje operabilnosti ili resursa proizvoda koji se popravlja;
- specijalizacija tijela za popravak prema vrstama strojeva koji se popravljaju, vrstama popravaka, uzimajući u obzir suradnju s proizvođačima i ostalim poduzećima za popravku;
- certificiranje kao sredstvo državnog utjecaja na kvalitetu popravaka i osiguranje sigurnosti popravljenih strojeva.
K ekonomska načela Odredbe specifične za svu industrijsku proizvodnju uključuju:
- tvrtke za popravak organiziraju svoje poslovne aktivnosti na temelju cjelovitog obračuna poslovanja (samodovoljnost, samofinanciranje, cijene, troškovi itd.) i prezentiraju svoje proizvode na tržištu usluga popravka;
- odnos kupca i izvođača mora biti određen sustavom ugovornih odnosa (ugovornih obveza) koji je razvila država;
- Licenciranje kao sredstvo kontrole i tehnički i ekonomski utjecaj države na sve aspekte popravaka (tehnološki, ekonomski, okolišni itd.).
Na temelju tih općih načela svako poduzeće formira posebna područja i program proizvodnih aktivnosti.
Vrste sustava za održavanje i popravak
Postojeći sustavi za održavanje i popravak (Sl. 2.1) predviđaju održavanje i popravak strojeva profilaktički (planirani sustavi) ili nakon kvara (sustav za oporavak u slučaju nužde).
Sl. 2.1. Vrste sustava za popravak i održavanje strojeva
Izvođenje popravaka nakon kvara stroja ima nekoliko nedostataka:
- ne dozvoljava sprečavanje kvara stroja i na taj način isključuje mogućnost nezgode, što je povezano s značajnim gubicima;
- uzrokuje veliki broj istodobnih kvarova, čija složenost i troškovi uklanjanja značajno povećavaju troškove popravka stroja;
- ne dopušta planiranje rada servisnih službi;
- ne pruža potrebnu razinu pouzdanosti stroja.
Planirani sustavi predviđaju popravke na temelju sljedećih strategija popravka:
- u radnom vremenu kada je volumen rastavljanja proizvoda i otkrivanje njegovih sastavnih dijelova postavljen na isti broj za flotu sličnih proizvoda, ovisno o vremenu rada od početka rada ili nakon velikog (prosječnog) popravka, a popis operacija oporavka utvrđuje se na temelju rezultata oštećenja;
prema tehničkom stanjukada se popis postupaka, uključujući rastavljanje, utvrdi rezultatima dijagnoze prije popravka, kao i statističkim podacima o pouzdanosti ovog proizvoda i sličnih proizvoda.
Treba napomenuti da strategija popravka radnog vremena ne osigurava uvijek visoku pouzdanost i minimalne troškove za održavanje operabilnosti strojeva. Zbog velike razlike u vremenu rada, moguća je nedovoljna iskorištenost resursa dijelova i dijelova stroja ili njihov hitni kvar. Strategija popravka tehničkog stanja smanjuje vjerojatnost ovih čimbenika.
Postoje tri glavna sustava planiranja za organiziranje popravaka: naknadni pregled, periodični i standardni.
Post inspekcijski sustav temelje se na obveznim pregledima stroja koji se, međutim, ne provode u strogo stalnim uvjetima. Svrha inspekcija je utvrditi stanje stroja kako bi se spriječio kvar u hitnim slučajevima. Prema njihovim rezultatima utvrđuje se stanje stroja i utvrđuju uvjeti i vrste popravaka, određuje se broj zamijenjenih dijelova. U isto vrijeme, stroj se održava u radnom stanju, izvodeći trenutne popravke raznih volumena. S takvim je sustavom teško planirati količinu popravaka, jer je nemoguće unaprijed postaviti vrijeme zaustavljanja stroja za popravak i njegovo trajanje.
Periodični sustav popravka na temelju činjenice da je vrijeme rada stroja između redovitih pregleda i popravaka unaprijed određeno, uzimajući u obzir složenost njegova dizajna i načina rada. Zamjena dijelova i montažnih jedinica nije planirana, već se vrši u skladu s stvarnim potrebama utvrđenim tijekom pregleda i popravaka. Stoga je uz ovaj sustav također nemoguće unaprijed odrediti obujam i složenost radova na popravljanju, planirati potrebu za radnom snagom, rezervnim dijelovima itd.
Standardni sustav za popravak na temelju obveznog periodičnog ažuriranja stroja jednokratnom izmjenom dijelova i dijelova. Za svaku vrstu popravka unaprijed se utvrđuje opseg popravnih radova i točan popis zamijenjenih dijelova i montažnih jedinica, dok se zamjena dijelova i sklopova vrši u roku utvrđenom planom, bez obzira na njihovo stanje. Iznimno, oni ne zamjenjuju dijelove za koje je zajamčeno da će osigurati normalan rad stroja do sljedećeg popravka, na primjer, osnovne dijelove. Nedostatak sustava su visoki troškovi uzrokovani činjenicom da se dijelovi s nerazvijenim resursom često zamjenjuju. Standardni sustav za popravak koristi se za opremu koja radi u ustaljenom stanju (ventilatori, pumpe, kompresori itd.).
Tako, uz standardni način popravka, vijek trajanja dijela označava kada ga treba mijenjati, a s periodičnim popravkama, kada je potrebno pregledati dio.
Sustav preventivnog održavanja
Industrija također koristi kombinirane sustave za organiziranje održavanja i popravaka strojeva, uključujući elemente sustava za naknadnu inspekciju, periodične i standardne popravke. Racionalna kombinacija prednosti ovih sustava omogućuje vam da osigurate maksimalno vrijeme obrtaja, povećate vijek trajanja stroja i smanjite troškove njegovog održavanja. Ova vrsta sustava uključuje sustav preventivnog održavanja (PPR). Predstavlja skup međusobno povezanih odredaba i normi koje određuju organizaciju i postupak održavanja i popravka opreme kako bi se ona održala u dobrom stanju.
Pravilnikom o opremi za zaštitu privatnih proizvoda utvrđuju se: vrste i propisi održavanja i redovnih popravaka; organizacija njihovog provođenja; osnovni regulatorni i tehnički dokumenti; standardi popravka; organizacija ekonomije maziva; računovodstvo i kretanje opreme; praćenje poštivanja važećih pravila i standarda za održavanje, popravak i rad opreme.
Sustav isključenja opreme uključuje sljedeće mjere:
remontno održavanje strojevi: održavanje i pregled smjena; dnevni pregled; mjesečne inspekcijske popravke;
planirani popravci: trenutni, srednji, kapital; polugodišnja i godišnja prilagođavanja i preuređenja (za složenu ili jedinstvenu opremu).
Opseg i priroda radova na održavanju i popravcima u svakom slučaju određuje se uputama proizvođača opreme. U općenitom slučaju, tijekom održavanja se izvode radovi: čišćenje, pranje, pregled i nadzor tehničkog stanja montažnih jedinica, sklopova, uređaja, hidrauličkih sustava i pneumatika, podešavanje mehanizama; zamjena ulja i radnih tekućina.
Održavanje smjene (O) sastoji se u brizi za opremu koju su joj dodijelili osobe od pomoćnog i dežurnog osoblja. Izvodi se tijekom smjene, između smjena ili u razdobljima tehnološkog zastoja opreme. Opseg posla dat je u uputama za održavanje smjene koje je izradio proizvođač opreme.
Svakodnevna provjera ispravnosti rada i tehničkog stanja opreme (P) obavljaju mehaničari i pomoćnici rukovodiocima gradilišta, rukovoditelji smjene u radnim smjenama, a bravari-serviseri u popravnim smjenama. Upute za obavljanje inspekcija sastavljaju proizvođači i sadrže pravila inspekcije, postupak izvođenja i prihvaćanja radova, popis pokazatelja potrebnih za zajedničko sastavljanje na kraju mjeseca za procjenu ispravnog rada i tehničkog stanja opreme, kao i organizacijske i tehničke mjere za otklanjanje kvarova i povećanje razine rada oprema.
Mjesečne inspekcije održavanja (RO) izvode se prema uputama proizvođača od strane servisnih posada proizvodnog poduzeća u smjeni za popravak ili popravku. Uključuju: pregled svih dostupnih predmeta opreme; zamjena istrošenih dijelova, provjera kvalitete maziva i po potrebi zamjena; podešavanje i vraćanje praznina u čvorovima stroja na prihvatljive vrijednosti; restauracija brtvila i čvora; otklanjanje mogućih manjih kvarova.
Rad opreme u skladu s osnovnim odredbama PPR sustava u pravilu je učinkovit.
Poboljšanje sustava PPR strojeva moguće je u sljedećim područjima:
- centralizacija i specijalizacija svih vrsta održavanja i popravaka;
- široka uporaba naprednih metoda popravka;
- razvoj i primjena automatiziranih sustava upravljanja i popravka održavanja;
- primjena metoda i sredstava tehničke dijagnostike, koja omogućuje kontrolu stanja strojeva tijekom rada;
- Organizacija ekonomije maziva na modernoj razini itd.
Napredan u modernim uvjetima je sustav popravka jamstava, koji se sastoji od izvođenja popravaka opreme uz jamstvo nesmetanog rada i osiguravanje njegove kvalitete određenog vremena. Temelj učinkovitosti ovog sustava je jasna organizacija održavanja opreme tijekom razdoblja remonta, poštivanje tehnoloških režima i pravila za njihov tehnički rad, popravci u skladu s odobrenim planovima, kao i napredna tehnologija popravnih radova. Kvaliteta popravnih radova potvrđuje se garancijskim certifikatom koji se izdaje kupcu za svaki popravljeni objekt.
Opis glavnih vrsta i metoda popravka
Vrste popravaka , Glavne vrste popravka opreme, ovisno o stupnju obnove njegovih resursa, su trenutni i kapitalni. U nekim se slučajevima obavljaju i sekundarni popravci.
Tekući popravak (T) je namijenjen vraćanju operabilnosti, održavanju u ispravnom stanju, uglavnom vanjskim dijelovima opreme. Tijekom tekućeg popravka stroj je djelomično rastavljen, pojedine jedinice i istrošeni dijelovi (osim osnovnih) zamjenjuju se novim ili prepravljenim, mehanizmi opreme se podešavaju i prilagođavaju itd. Održavanje treba osigurati normalan rad stroja do sljedećeg planiranog popravka.
Ako u opremi postoje dijelovi i sklopovi s velikom razinom otpornosti na habanje, uvode se tekući popravci različitih volumena: prvi (T1), drugi (T 2 ) itd. Izvode ih servisne posade poduzeća koje rukuje opremom, na mjestu njegove ugradnje ili na posebno određenim mjestima s određenom učestalošću jednakom za popravke T1 - tri i T 2 - šest mjeseci. Upute za proizvodnju razvijaju proizvođači zajedno s dizajnerskim i istraživačkim institutima, predstavnicima proizvodnih i popravnih poduzeća. U računovodstvu glavne djelatnosti poduzeća troškovi tekućih popravaka odnose se na troškovnu stavku "tekući popravak".
Srednji popravak (C) zamjenjuje složene tekuće popravke i izvodi se kako bi stroj doveo u ispravno stanje i djelomično obnovio svoj resurs zamjenom ili popravkom neispravnih jedinica i sklopova, kao i obavljanjem povezanih popravnih radova.
remont (K) - ovo je vrsta popravka, koja obnavlja i zamjenjuje sve sklopne jedinice (sklopove, sklopove) i dijelove, uključujući osnovne, osigurava uslužnost i potpuno ili blizu punih resursa stroja. Većim remontom sva se slijetanja u prijateljima obnavljaju u skladu s tehničkim uvjetima za popravak.
Nakon većih popravaka, glavni dijelovi stroja i stroja u cjelini podvrgavaju se ugradbi, podešavanju, ispitivanju i bojanju.
Glavni popravak izvode specijalizirane organizacije s učestalošću koja je utvrđena trenutnom regulatornom i tehničkom dokumentacijom.
Troškovi remonta utvrđuju se na osnovi amortizacije.
Osim razmatranih predviđenih popravaka, oni također činehitno i popraviti popravke, koja se izvodi izvan sustava PPR-a radi otklanjanja posljedica nesreće. Količina hitnih popravaka može biti trenutna ili kapitalna. Troškovi hitnih popravaka terete troškove pod stavkom "tekućeg popravka", tj. Dio su režijskih troškova i, dakle, utječu na troškove proizvoda. Izuzetak je samo veliki hitni sanacija uzrokovana prirodnom katastrofom (požar, poplava itd.), Koja se odnosi na sanaciju i financira se iz posebnih sredstava. Tijekom popravka popravka, stroj se često podvrgava modernizaciji. U ovom slučaju, restauratorska sanacija je proizvodnja metoda popravljanja strojeva, čiji se pokazatelji kvalitete razlikuju od onih u osnovnom modelu.
Načini popravka. Pod načinom popravka podrazumijeva se ukupnost tehničkih i organizacijskih pravila za provedbu tehnoloških operacija popravke. Raznolikost korištenih metoda popravka određuje se sljedećim čimbenicima:
Širok raspon i dizajnerske karakteristike opreme koja se popravlja, njezina održavanja;
Razne tehničke opremljenosti popravaka i njihove specijalizacije;
Tehnički, ekonomski i proizvodni uvjeti za popravke, proizvodni program remontnih poduzeća itd.
U vezi s tim, popravak opreme može se izvesti sljedećim metodama: bezlični, depersonalizirani, modularni i linijski.
S neodlučnim (individualno se pregledavaju) metoda, sklopne jedinice i dijelovi uklonjeni iz stroja nakon popravka ugrađuju se na isti stroj, to jest, oni se ne depersonaliziraju i time se njihov resurs koristi potpunije. Ovom metodom zadržava se međusobno umetanje dijelova i njihov početni odnos. Zbog toga je trajnost popravljenih strojeva veća nego kod depersonalizirane metode. Nedostaci metode bez depersonalizacije popravka su u tome što značajno otežava organizaciju popravaka i, kao rezultat, povećava se vrijeme potrebno za popravak proizvoda. Pored toga, potrebni su visoko kvalificirani radnici jer se rad nije specijalizirao. Metoda se koristi s malim brojem ili širokim rasponom popravljenih strojeva, što je tipično za popravak strojeva za rezanje metala.
S anonimnim način popravljanja, dijelovi i sklopovi izvađeni iz strojeva zamjenjuju se novim ili popravljaju onima koji su primljeni iz skladišta. S ovom metodom popravka, ne pripada se obnovljenim dijelovima i sklopovima određenom stroju. Dijelovi i sklopovi uklonjeni s njega nakon popravka idu u nabavku zamjenskog fonda. Stoga se pojednostavljuje organizacija popravnih radova, smanjuje se njihova marljivost i troškovi, a smanjuje se i duljina vremena popravljanja strojeva.
Metoda agregacije - Varijanta depersonaliziranog načina popravka ako postoji dovoljan fond za razmjenu. Suština agregatnog (izmjenjivog) popravaka je u tome što se popravljeni stroj rastavlja u odvojene jedinice (sklopne jedinice), koje se šalju na popravak, a stroj se sastavlja iz jedinica izmjenjivačkog (revolving) fonda. Stoga je metoda popravljanja agregata moguća samo uz potpunu zamjenjivost dijelova i sklopnih jedinica.Nakon popravka, dijelovi i sklopovi izvađeni iz stroja ulaze u zamjenski fond, koji se također puni novim sličnim proizvodima. Tečajni fond izračunava se ovisno o broju popravljenih strojeva, učestalosti zamjene montažnih jedinica i vremenu potrebnom za popravak i transport.
Način popravaka agregata ima sljedeće prednosti:
- vrijeme koje stroj provodi u popravku je smanjeno, jer se ono uglavnom utvrđuje trajanjem radova na postavljanju i demontaži i ne ovisi o trajanju obnove i proizvodnje dijelova;
- stvoreni su uvjeti za specijalizaciju odjela, radionica i cijelih poduzeća, što omogućava povećanje produktivnosti rada i kvalitete popravaka.
Za strojeve istog tipa s visokim stupnjem sjedinjenja dijelova i sklopova, metoda popravka koja se temelji na uporabi sustava veličine popravaka je učinkovita. Njegova karakteristična karakteristika je što se istrošeni dijelovi obrađuju do sljedećih dimenzija popravka. Mogućnost korištenja ove vrste popravka ovisi o granici sigurnosti dijela, čija se veličina smanjuje tijekom obrade za sljedeću veličinu popravka. Kombinirana uporaba agregatne metode i metoda popravnih dimenzija učinkovit je smjer za poboljšanje proizvodnje popravka.
Prema organizacijskim karakteristikama, ovisno o vrsti proizvodnje popravka (masovna, serijska, pojedinačna), popravak strojeva može se izvoditi linijskim ili linijskim stacionarnim metodama.
Stream metoda karakterizira mjesto tehničke opreme u redoslijedu operacija postupka popravka i izvodi se na proizvodnim linijama pri premještanju popravljenog proizvoda s jednog radnog mjesta na drugo. Ova metoda omogućuje visoku produktivnost rada, učinkovitu uporabu specijalizirane opreme, mehanizaciju i automatizaciju procesa popravka stroja, omogućava dobivanje kvalitetnih popravaka. Varijacija linijske metode je metoda popravljanja čvorova u liniji, čija je karakteristika to što se strojevi sastavljaju samo iz gotovih montažnih jedinica i sklopova dobivenih iz drugih tvornica za suradnju.
Metoda linijskog popravka temelji se na sljedećim principima:
- osiguravanje maksimalnog kontinuiteta i ritma proizvodnje zbog podjele postupka popravka na jednake ili višestruke u složenosti i trajanju operacije;
- konsolidacija operacija za radna mjesta i njihovo istodobno izvršavanje;
- prijenos s minimalnim prekidima popravljenih proizvoda između radnih stanica.
Način protoka preporučljivo je primijeniti u poduzećima u kojima se godišnje popravlja veliki broj sličnih strojeva. Za njegovu primjenu koriste se linije za popravak kontinuiranog, kontinuiranog i promjenjivog protoka.
Kontinuirani protok (jednostruki) vodovi namijenjeni su za popravak automobila jedne standardne veličine. Kontinuitet rada na njima postiže se zbog jednakosti ili višestrukog trajanja rada na pojedinim radnim mjestima do poteza montaže (popravak proizvoda).
Prekinuti protok vodovi se koriste s malim programom popravka, dok trajanje operacija na pojedinim radnim mjestima nije jednako ciklusu popravka (montaže).
Promjenjivi protok (višednečne) linije dizajnirane su za popravak naizmjenično različitih strojeva. Oni imaju svojstva obaranja neprekidnog i povremenog protoka. U odnosu na vrste strojeva koji se popravljaju, linije su opremljene opremom, uređajima i alatima dostupnim u poduzeću.
u linijski stacionarni metoda (univerzalna metoda postupaka) Stroj koji se popravlja ugrađuje na određeno radno mjesto za obavljanje odgovarajućih popravnih radnji. Zaobilazeći popravljene strojeve u propisanom redoslijedu, radnici izvode određene operacije specifičnim ritmom.
Remontno održavanje. Inspekcije za popravak, tekuće popravke i ispitivanja, kao i pravovremeno čišćenje i podmazivanje mehanizama glavne su aktivnosti sustava održavanja rudarskih strojeva i opreme tijekom razdoblja remonta. Osoblje za održavanje pregledava stroj tijekom odmora u smjenama u skladu sa standardima i uputama razvijenim za svaku vrstu stroja.
Ciklus popravka i njegova struktura
U normalnim radnim uvjetima, trošenje dijelova stroja ovisi o trajanju njegovog rada. Znajući ovaj odnos, možete postaviti prosječne vremenske intervale između susjednih popravaka stroja i određenog niza naizmjeničnih popravaka.
Ciklus popravka nazovite vremenski interval između dva uzastopna remonta stroja ili od početka rada do prvog remonta stroja (za novi stroj). Struktura ciklusa popravka je izmjena različitih popravaka u određenom slijedu i u određenim intervalima. To ovisi o vrsti stroja i može li se instalirati na temelju standarda popravaka za ovu vrstu opreme.
PRIPREMA I PLANIRANJE ZA POPRAVKE RADOVA
. Priprema za popravak
Priprema za popravak trebala bi prethoditi stavljanju izvan pogona stroja, što smanjuje vrijeme potrebno za popravak. Za to se mora pravodobno obaviti i tehnička i materijalna priprema proizvodnje. Oni se sastoje u izradi tehničke dokumentacije za izradu, popravak i restauraciju dijelova, normalizaciji postupka, pružanju popravke za proizvodnju potrebnih materijala i komponenti.
Inženjering za popravke sastoji se od dizajnerskog i tehnološkog obrazovanja.
Obuka za dizajn To uključuje:
- provedba potrebnih crteža za dijelove koji se restauriraju ili izrađuju tijekom popravka;
- dizajn potrebne nestandardne opreme, tehnološke opreme i alata;
- izrada projektne dokumentacije za modernizaciju stroja ili za popravak stroja stranih izrada;
- obavljanje proračuna dijelova i sklopova koji potvrđuju njihovu normalnu izvedbu nakon popravka ili modernizacije.
U radnim crtežima dijelova koje treba obnoviti moraju se pohraniti njihovi geometrijski parametri, materijal, kvaliteta obrade predviđena projektnom dokumentacijom. Ako su dijelovi koje treba popraviti izloženi čestim greškama zbog propusta u konstrukciji, nepravilnog odabira materijala, toplinske obrade ili podmazivanja koji je viši od konstrukcijskog opterećenja, tada se ti dijelovi moraju modernizirati kako bi udovoljili radnim uvjetima i isključili strukturne uzroke kvarova. Promjene u dizajnu detalja moraju biti opravdane odgovarajućim proračunima i referencama na regulatorne podatke i vodiče.
Tehnološka priprema za popravak To uključuje:
- izrada priručnika za svaku vrstu popravka stroja, tehničkih specifikacija za nadgledanje i otkrivanje grešaka istrošenih dijelova;
- razvoj tehnoloških procesa za demontažu i montažu, restauraciju i popravak dijelova i sklopova;
- proračun normi vremena i cijena popravnih radova;
- utvrđivanje potrebe za popravkom osnovnih i pomoćnih materijala;
- izrada tehnološke opreme, alata i nestale nestandardne opreme;
- planiranje poduzeća za popravak utovarne opreme i drugih radova.
Priručnici i tehničke specifikacije za popravak strojeva izrađeni su u skladu sa zahtjevima državnih i industrijskih standarda. Daju osnovne zahtjeve i preporuke za odabir materijala, popravke tijekom kojih proizvođač jamči utvrđene tehničke i ekonomske pokazatelje stroja.
Priprema za popravak materijala sastoji se u pripremi tehnički ispravnih aplikacija za materijale i dijelove, njihovoj nabavci i pravovremenoj isporuci.
Popravak strojeva odlikuje se raznim radovima koje izvode gospodarske i tehničke službe, razne radionice i specijalizirana popravak. Stoga, ispravnost planiranja, pripreme, organizacije i provođenja ovih radova ovisi o složenosti i trajanju popravka, kao i učinkovitosti uporabe rada i opreme. Planiranje popravaka trebalo bi se izvesti na način da je cjelokupni obim popravljačkih radova završen u minimalno tehnički razumnom roku s mogućnošću kontrole kvalitete i pravovremenosti pojedinih vrsta radova.
Planiranje popravka
Razlikovati između perspektivnog (dugoročnog), godišnjeg i tekućeg (operativnog) planiranja.
Naprijed planiranje proizvodi se do pet godina, a operativni - za mjesec i četvrt. Osnova za izradu dugoročnih planova su:
- norme za učestalost i trajanje popravaka opreme;
- struktura ciklusa popravka ove vrste opreme;
- količinu radova koje je oprema stvarno obavljala na početku planiranog razdoblja;
- vrijeme ranije izvedenih popravaka;
- količinu rada (radno vrijeme) za razdoblje planiranja;
- podatke o tehničkom stanju opreme nakupljene tijekom njenog rada.
zadatak dugoročno planiranje je da preliminarni tehnički i ekonomski proračun, na temelju vrsta i obujma posla i vremena njihove provedbe tijekom godine, utvrdi:
- potreba za radnom snagom i njenom kvalifikacijom;
- potreba za materijalima, rezervnim dijelovima, alatnim strojevima, opremom i alatom;
- trošak svih popravaka.
Trenutno planiranje trebali razjasniti dugoročne planove u skladu s specifičnim uvjetima za provedbu proizvodnih zadataka na gradilištu i u servisima u ovom tromjesečju i mjesecu. U planu je: određivanje vremena popravka za svaku vrstu opreme, postavljanje količine popravka, optimiziranje vremena i obujma posla radi ravnomjernog opterećenja usluga popravka i određivanje troškova planiranih popravaka.
Osnova trenutnog planiranja radova na popravcima je godišnji raspored popravka uzimajući u obzir stvarne promjene u sastavu opreme. On može uključivati \u200b\u200bi popravke, koji nisu obuhvaćeni godišnjim rasporedom. Izrada rasporeda PPR-a, praćenje njihove provedbe, kao i izvještavanje o proizvodnji PPR-a, uključujući popunjavanje putovnica, provodi energetsko-mehanička služba poduzeća.
Godišnji i trenutni planovi popravaka opreme pripremaju se u standardnim obrascima na temelju standarda popravaka, uzimajući u obzir ujednačeno opterećenje servisa i mogućnost izvođenja popravaka specijaliziranih poduzeća. Osnova plana je struktura ciklusa popravka i razdoblja remonta svake vrste opreme.
Godišnji plan treba utvrditi:
- vrijeme stavljanja stroja na popravak i vrstu popravka (trenutni ili glavni);
- potrebnu količinu materijala i alata potrebnih za održavanje i remont te za izradu rezervnih dijelova za sve vrste popravaka i inspekcijskih nadzora;
- potreban broj rezervnih dijelova u čitavom voznom parku strojeva koji se moraju popraviti za obavljanje svih vrsta popravaka, održavanja i pregleda popravka;
- potrebni broj radnika (po mjesecima) potreban za tekuće i remontne popravke te za proizvodnju rezervnih dijelova za sve vrste popravaka.
Planovi popravaka izrađuju se u obliku dugoročnih, godišnjih i mjesečnih rasporeda za popravak opreme. Planovi popravaka trebaju biti povezani s proizvodnim planom, logističkim planovima, financiranjem i planovima za modernizaciju opreme.
Mjesečno i godišnje planiranje popravaka opreme vrši se prema mjesečnim PPR rasporedima
POPRAVKA DOKUMENTACIJE
Dokumentacija za popravak namijenjena je pripremi, organizaciji i kontroli kvalitete popravaka. Razvijan je odvojeno za sve vrste popravnih radova u skladu s količinom popravke (pojedinačni, serijski ili masovni popravci), tehničkim mogućnostima popravaka.
Osnova za izradu dokumentacije za popravak je dizajnerska, tehnološka i operativna dokumentacija proizvođača; analiza karakterističnih neispravnosti dijelova tijekom rada; iskustvo u popravljanju sličnih proizvoda; znanstveni i tehnički razvoj itd.
Pod skupom dokumentacije za popravak podrazumijeva se skup radnih, operativnih i popravnih dokumenata potrebnih za popravak proizvoda i obnavljanje njegovih resursa prije sljedećeg popravka.
Skup dokumentacije za popravak u općenitom slučaju uključuje;
Opće upute za uporabu i popravak;
Opće specifikacije i specifikacije za velike ili srednje popravke;
Popravite crteže;
Katalog dijelova i montažnih jedinica;
Stope potrošnje rezervnih dijelova za kapitalne i srednje popravke.
Opće smjernice obuhvaća sljedeće odjeljke: „Uvod“, „Organizacija popravaka“, „Prihvaćanje popravaka i skladištenje fonda za popravak“, „Demontaža i demontaža“, „Organizacija otkrivanja kvarova“, „Obnova tipičnih dijelova, spojeva i montažnih jedinica“, „Montaža i ispitivanje“ , „Instalacija i ispitivanje proizvoda u postrojenju“, „Zaštitni premazi“, „Očuvanje“, „Označavanje“, „Pakiranje,„ Transport i skladištenje “.
U odjeljku "Organizacija popravka" dan je: dijagram tipičnog tehnološkog procesa popravljanja proizvoda, popis i opći opis tehnoloških područja koja su potrebna za popravak proizvoda, zahtjevi za proizvodne prostore (potrebna površina, visina prostorije itd.), Značajke organizacije tipičnih radnih mjesta, karakteristike podizanja i vozila, zahtjevi za energetsku podršku za popravke itd.
Opći priručnik za popravak nadoknađuju odvojeno za kapitalne (KO) i srednje (SO) popravke, ako su opći tehnički zahtjevi brzo navedeni u posebnom dokumentu. Sadržaj treba sadržavati opće upute o organizaciji i tehnologiji popravka, kao i tehničke zahtjeve kojima se proizvodi moraju pridržavati nakon popravka.
Vodiči za popravak- kapital (RK) i srednje (PC) - izvode se ako su ove vrste popravaka predviđene ciklusom popravka stroja.
Opće specifikacije i specifikacije za kapitalne (u redu) i (ili) srednje popravke (OS) su razvijeni ako se daju opće smjernice za ove vrste popravaka. Oni pružaju tehničke zahtjeve, pokazatelje kvalitete i standarde kojima popravljeni proizvodi moraju udovoljavati.
Načini popravka, tehnički zahtjevi za popravljeni proizvod, stope potrošnje rezervnih dijelova i materijala i ostali vodiči koji se nalaze u dokumentima za popravak moraju biti tehnički opravdani i eksperimentalno potvrđeni.
U dokumentaciji za popravak obnovljenih dijelova i montažnih jedinica navode se dimenzije, parametri i tehničke karakteristike koje moraju imati nakon popravka. Ovdje također navode podatke s kojima su odbačeni ili dozvoljeni bez popravka za daljnji rad.
Dokumenti za popravak trebaju odvojeno identificirati postupke čija je izvedba povezana s povećanim zahtjevima sigurnosti.
Po potrebi dokumente za popravak treba prikazati u skladu s trenutnim standardima.
Popravite crteže razvijati se u slučaju da je zamjena na temelju zamjene istrošenih ili neispravnih dijelova novim tehnički nemoguća ili ekonomski nepraktična.
Skup crteža za popravak uključuje crteže potrebne za popravak dijelova i montažnih jedinica, montažu i pregled popravljenog proizvoda, proizvodnju dodatnih dijelova i dijelova s \u200b\u200bdimenzijama popravka, kao i ukupne i instalacijske crteže i različite sheme koje su modificirane kao rezultat popravka.
Veličine dijelova za popravak dijele se na kategorične i stane.kategoričan dimenzije - konačne popravne dimenzije dijela,dolikuje - dimenzije dijelova, utvrđene uzimajući u obzir dopuštanje ugradnje dijelova "na mjesto".
Crteži za popravak (osim crteža za novo proizvedene dijelove i sklopne jedinice) prikazuju samo one tipove, odjeljke i odjeljke koji su potrebni za popravak dijela ili montažne jedinice. U ovom su slučaju naznačene samo dimenzije, granična odstupanja, praznine i drugi podaci koji se moraju izvršiti i provjeriti tijekom popravka i montaže proizvoda.
PROCES PROIZVODNJE STROJA
STRUKTURA I ORGANIZACIJA PROIZVODNOG PROCESA POPRAVKA
Proces proizvodnje je skup mjera i radnji koje se provode u sustavu popravka radi vraćanja radne sposobnosti ili resursa strojeva ili njihovih sastavnih dijelova u skladu sa zahtjevima tehničke dokumentacije. Sastavni dijelovi proizvodnog procesa su:
- glavni proces - postupak obnove resursa stroja, koji provodi glavno proizvodno poduzeće;
- pomoćni proces, koji uključuje sve procese koji osiguravaju glavni proces: proizvodnju alata, popravak osnovnih sredstava, opskrbu električnom energijom, komprimiranim zrakom, vodom itd.
Proces proizvodnje, osim toga, uključuje prijevoz, skladištenje gredica i gotovih proizvoda, sigurnosne usluge, kao i aktivnosti niza službi, osiguravajući: nabavu, proizvodnju i upotrebu osnovnih sredstava (zgrade, građevine, oprema itd.); opskrba materijalom; sve vrste planiranja, računovodstva i izvještavanja; izravna kontrola proizvodnog procesa (dispečerska služba); trening itd.
Proizvodni postupak popravka razlikuje se od procesa izrade strojeva u nizu tipičnih postupaka: demontaža i čišćenje strojeva i sklopova, neispravni dijelovi, vraćanje njihovih radnih svojstava odgovarajućim tehnološkim procesima itd.
Tehnološki postupak uključuje tehnološke operacije koje se izvode u određenom redoslijedu kako bi se osigurala zadana razina kvalitete proizvoda uz najnižu cijenu svih vrsta resursa. Pojmovi tehnološkog rada popravljačke proizvodnje i njezinih sastavnih dijelova (prijelaz, ugradnja itd.), Kao i vrste tehnoloških procesa (jedinica, standard, ruta, operativni itd.) Slični su pojmovima koji se odnose na proizvodnju strojeva.
Raznolikost i sadržaj tehnoloških operacija nastaju zbog mnogih mogućih početnih uvjeta restauriranih dijelova (popravni prozori). Oblik organizacije proizvodnje ovisi o sadržaju tehnološkog procesa.
Dijelovi se mogu obnoviti prema tehnološkom procesu razvijenom za svaki kvar (neispravna tehnologija), do kompleksa oštećenja koji se pojavljuju na dijelovima određene vrste (ruta tehnologija), a za slične dijelove određene klase u skladu s grupnim tehnološkim procesima (tehnologija grupe ili ruta) ).
Neispravna tehnologija pogodno za jedan ili mali broj oštećenja, na primjer, zavarivanje pukotina i uklanjanje neravnine površine konektora dijela tijela. S velikim brojem nedostataka i tehnološkim utjecajima pri primjeni neispravne tehnologije, teško je osigurati sustavno opterećenje radnih mjesta, planirati i evidentirati troškove rada i materijala, kontrolirati redoslijed operacija i kretanje dijelova.
Tehnologija rute, osigurava uklanjanje kompleksa nedostataka jednog dijela u određenom slijedu koji se naziva rutom. Mnogo dijelova s \u200b\u200bručnom tehnologijom nije podijeljeno; oni se tijekom proizvodnog procesa pomiču samo prema određenimruta , Kao rezultat toga, poboljšava se organizacija transportnih radova, stvaraju se uvjeti za ritmički rad i utovarivanje opreme, smanjuje se pomoćno vrijeme, pojednostavljuje se sustav upravljanja i knjigovodstva, povećava kvaliteta rada, a trošak popravaka. Metodologija grupiranja kombinacija oštećenja u rute temelji se na ekspeditivnosti, najmanjem pomicanju dijelova (zajednička radna mjesta za uklanjanje nedostataka), odnosu oštećenja, najmanjoj razlici u složenosti uklanjanja nedostataka.
Upotreba rute tehnologije preporučljiva je kod centralizirane restauracije dijelova i u velikoj specijaliziranoj proizvodnji.
Tehnologija grupnih ruta na temelju tipizacije procesa oporavka za određene skupine dijelova. Postupak oporavka razvijen je za reprezentativni dio ove skupine dijelova, čiji se nedostaci uklanjaju uobičajenim metodama na istoj tehnološkoj opremi. Kao reprezentativni dio odabran je dio karakterističan za ovu skupinu, čiji su parametri i nedostaci tipični. To vam omogućuje stvaranje tehnologije grupnih ruta, široko korištenje grupnih uređaja i općenito postavljanje tehnološke opreme za obnavljanje skupina dijelova. Kao rezultat, smanjuje se nomenklatura i količina tehnološke opreme i smanjuje se trošak obnove.
Grupni tehnološki procesi mogu poslužiti kao osnova za oblik tijeka organizacije tehnološkog procesa.
Primjena osnovnih načela organizacije proizvodnih procesa, vrste i oblici tehnoloških procesa određeni su strukturnom složenošću strojeva, njihovom održavanjem i obradivošću, razinom tehnološke opremljenosti popravljačkih poduzeća, vrstom popravka, vrstom proizvodnje i drugim uvjetima.
Ovisno o raznolikosti nomenklature, pravilnosti, stabilnosti i obujmu popravaka strojeva i sklopova, popravna proizvodnja može biti pojedinačna, serijska i masovna, a karakterizira analogija strojne proizvodnje s koeficijentom konsolidacije operacija. Što je niža vrijednost ovog koeficijenta, to su napredniji tehnološki procesi u proizvodnji.
Ovisno o vrsti popravka strojeva i sklopova, razlikuju se proizvodni procesi tekućih, srednjih i velikih popravaka strojeva i sklopova. Najpotpuniji je postupak proizvodnje kapitalnih popravaka strojeva.
OPĆI DIJAGRAM PROIZVODNOG PROCESA KAPITALNOG POPRAVKA STROJA
Faze postupka popravka. Proizvodni proces strojnog remonta uključuje sljedeće glavne faze:
- priprema stroja za dostavu na popravak;
- dostava - prihvaćanje automobila na popravak;
- vanjsko pranje i čišćenje stroja;
- rastavljanje stroja na sklopne jedinice;
- sklopne jedinice za čišćenje i pranje;
- rastavljanje montažnih jedinica na dijelove;
- dijelovi za čišćenje i pranje;
- otkrivanje kvarova na dijelovima;
- restauracija dijelova;
- nabavka dijelova;
- sastavljanje jedinica i sklopova;
- pokretanje, ispitivanje i bojanje jedinica i sklopova;
- generalna montaža, pokretanje, ispitivanje i bojanje stroja;
- ispravljanje kvarova u skladu s rezultatima ispitivanja stroja;
- puštanje u pogon popravljenog stroja.
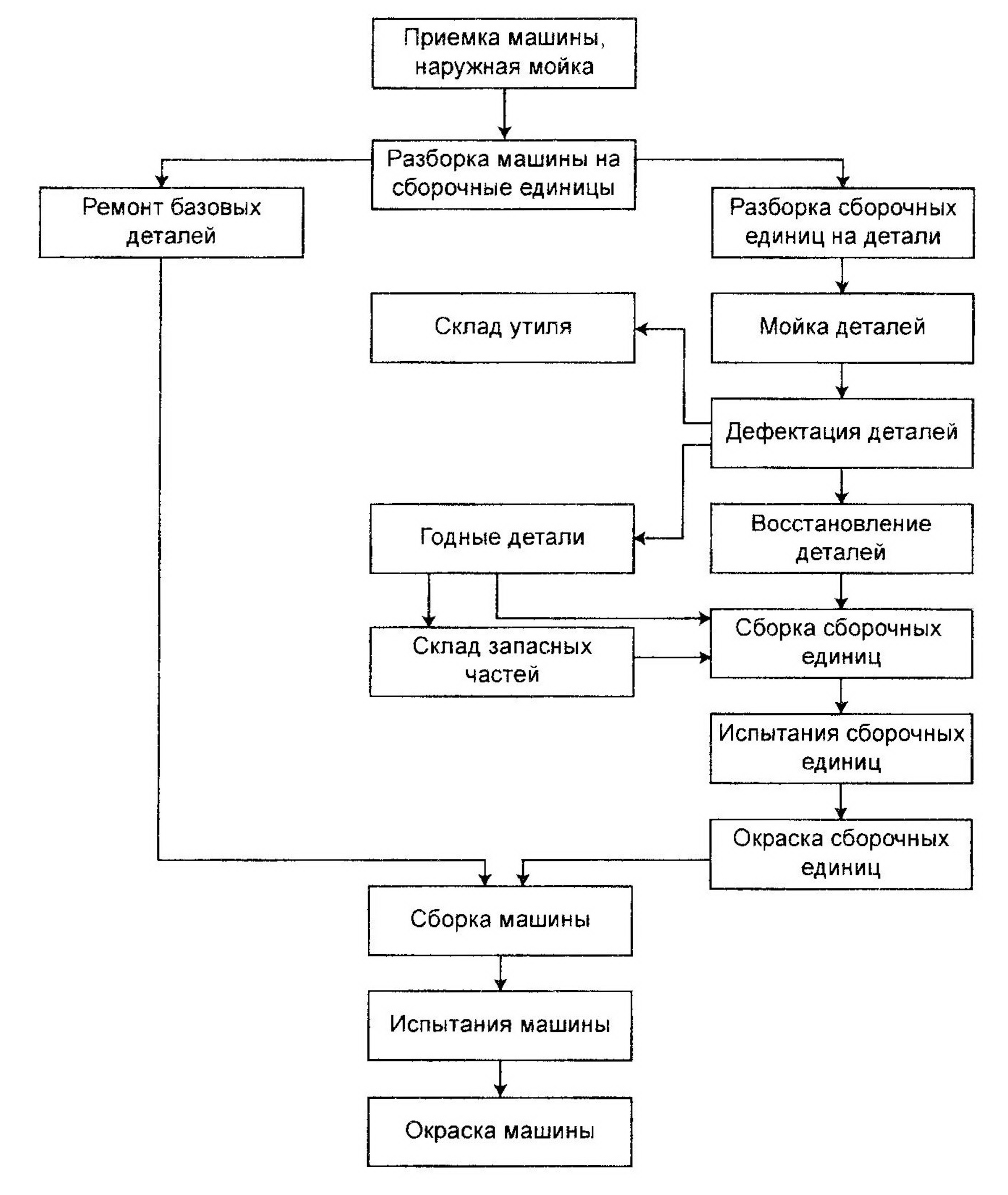
Odnos između pojedinih faza popravka prikazan je na Sl. 3.1.
Sl. 3.1. Shema tehnološkog procesa kapitalnih popravaka strojeva
Opći zahtjevi za opremu za popravak, Oprema ili njeni pojedinačni dijelovi šalju se na remont u skladu sa zahtjevima industrijskih standarda prema zakonu, koji odražava tehničko stanje i cjelovitost proizvoda.
Remont opreme koja je razvila resurs koji je utvrđen normativnom i tehničkom dokumentacijom ili je prerano u radu, kao i u slučaju oštećenja u hitnim slučajevima. U svim tim slučajevima, zajedno s opremom, poduzeću za popravak se šalje akt o tehničkom stanju opreme, u kojem se navode razlozi nepotpunog iscrpljivanja resursa ili oštećenja u hitnim slučajevima. Ako je uzrok nepotpune proizvodnje resursa ili oštećenja bila nesavršenost dizajna opreme ili niska kvaliteta njene izrade, u pripremi tehničkog akta trebali bi sudjelovati predstavnici proizvođača i proizvođača ovog stroja.
Oprema predata na popravak treba biti u potpunosti opremljena montažnim jedinicama i dijelovima, što bi trebalo biti utvrđeno odredbama utvrđenim projektnom dokumentacijom. Mora se očistiti od prljavštine, vanjske neobojene površine (šipke hidrauličnih cilindara, pneumatski cilindri itd.) Obložene su mazivom za zaštitu, a otvori unutarnjih šupljina montažnih jedinica (hidrauličke pumpe, hidraulički motori itd.) Zatvoreni su poklopcima ili čepovima.
Nije prihvaćena oprema za popravak u slučajevima: ako se montažne jedinice i dijelovi popravljaju na način koji onemogućava mogućnost njihove daljnje uporabe ili popravka (zavarivanje umjesto zatezanja itd.); s nepotpunom opremom; u slučaju oštećenja osnovnih dijelova, čije otklanjanje nije predviđeno važećom regulatornom i tehničkom dokumentacijom; u nedostatku ili pogrešnom izvršavanju dokumentacije.
Zajedno s opremom, tvrtki za popravak šalju se putovnica i projektna dokumentacija za njezinu modernizaciju (ako je potrebno).
Karakteristike postupka popravka, Tehnološki slijed pojedinih operacija prikazan je na Sl. 3.1. Kao što se vidi iz dijagrama, tijekom postupka popravljanja stroj i njegovi dijelovi opetovano se operu i očiste. Stroj kao cjelina podvrgava se općem pranju i čišćenju tijekom pripreme za isporuku na popravak, kao i prije rastavljanja na sklopne jedinice. Potonji se moraju oprati i očistiti prije rastavljanja na dijelove, koji se također očiste i peru prije otkrivanja kvarova, nakon ili prije obavljanja nekih tehnoloških operacija.
Čišćenje i pranje istog dijela često se provodi više puta zbog prisutnosti i potrebe za uklanjanjem kontaminanata različite prirode i svojstava. Završni dijelovi se peru prije nego što ih dovršite ili sastavite.
Dakle, glavni radovi u fazi demontaže su operacije pranja i rastavljanja koje se izvode uzastopno nakon njih.
Prije rastavljanja stroj je napravitepreliminarni pregled, za vrijeme kojega se uvjetno utvrđuje njegovo tehničko stanje, što je zabilježeno u potvrdi o prihvatu. Pravilna organizacija i visoka kvaliteta radova demontaže značajno utječu na trajanje i složenost popravaka strojeva. Količina i redoslijed operacija rastavljanja ovisi o prirodi i opsegu oštećenja stroja.
Strojevi i sklopne jedinice prihvaćene na popravak podliježupotpuna ili djelomična demontaža u propisanom iznosu. Dakle, za tekuće popravke karakteristično je djelomično rastavljanje strojeva, a tijekom velikih popravaka strojevi i montažne jedinice obično se u potpunosti rastavljaju na dijelove. U tehnološkim kartama demontaža stroja označava se redoslijedom rada, korištenim uređajima i alatima, vremenskim standardima kao i glavnim tehničkim uvjetima demontaže.
U postupku rastavljanja, čak i anonimnom metodom popravka, nije dopušteno anonimno određeni dio i spojeve iz njih. To se, prije svega, odnosi na skupove dijelova (pogonski zupčanici, uravnoteženi u sklopu više dijelova, itd.) Koji su prepoznati kao prikladni za daljnji rad. Dijelovi montažnih jedinica koji su ugrađeni ili pojedinačno podešeni (odvojivi poklopci ležaja, ležajevi u dijelovima kućišta, gdje su otvori izbušeni zajedno s kućištem itd.) Označeni su tijekom demontaže kako bi se izbjegla depersonalizacija i gubici. Takvi dijelovi dolaze na skup u istom kompletu u kojem su radili prije popravka stroja.
Dijelovi dobiveni tijekom rastavljanja nakon pravilnog čišćenja i pranja prolazeotkrivanje pogrešaka za procjenu njihovog tehničkog stanja. Kao rezultat oštećenja, dijelovi se razvrstavajutri grupe: prikladno raditi bez oporavka,zahtijeva oporavak i bezvrijedno da se skine. Dijelovi koje treba obnoviti postaju gredice i podliježu potrebnim tehnološkim utjecajima. S tim u vezi, demontaža se može pripisati nabavi. Postupak demontaže osigurava proizvodnju popravka do 70% dijelova potrebnih za sastavljanje popravljenog stroja. Dio tih dijelova ponovno se koristi bez značajnijih utjecaja, a ostatak nakon restauracije.
Obnova dotrajalih dijelova jedan je od glavnih zadataka popravke. Ovisno o zahtjevima za dio s obzirom na geometrijske dimenzije, njihovu točnost, fizikalno-mehanička svojstva površinskog sloja, sigurnosni faktor, itd., Tehnološki procesi povrata općenito karakteriziraju:
održavanje veza (oblikovanje bez promjene mase istrošenog dijela plastičnom deformacijom kako bi se vratio geometrijski oblik, stvorio dodatak za daljnju obradu, otvrdnjavanje površinskog sloja itd.);
povećanje broja obveznica (nanašanje, prskanje, metalizacija i drugi procesi nakupljanja na istrošenim površinama metalnog sloja koji je dovoljan za vraćanje geometrijskih dimenzija dijela i stvaranje potrebnih zahvata za obradu);
razbijanje veza bilo kojim postupcima (mehaničkim, fizičkim, tehničkim, kemijskim, kombiniranim) koji osiguravaju uklanjanje metalnog sloja s obrađenih dijelova radi vraćanja geometrijskog oblika, veličine i relativnog položaja ili samo geometrijskog oblika i relativnog položaja dijelova površina, kao i njihove potrebne hrapavosti.
Gredice su također podvrgnute termičkoj, kemijsko-termičkoj i drugim vrstama obrade kako bi dijelovima dobili potrebna radna svojstva u pogledu otpornosti na habanje, čvrstoće na zamor, krutosti i drugih kriterija izvedbe.
Prepoznati kao prikladni za popravak i restaurirani dijelovi odlaze u područje skupljanja gdje se dijelovi provjeravaju i odabiru u skladu s različitim parametrima (veličinama, utezima, ravnotežama) i, ako je potrebno, izvode se radovi ugradnje, statičko ili dinamičko balansiranje kako bi se osigurala visoka kvaliteta i smanjila složenost radova montaže. Stoga je nabava dijelova u osnovi početna faza postupka montaže.
Dijelovi i sklopovi strojeva sastavljaju se iz prepoznatih, restauriranih i novih dijelova koji se pomoću posebnih postolja i uređaja pokreću i ispituju prema određenom programu u uvjetima utvrđenim tehničkim uvjetima. Štoviše, prema utvrđenim parametrima provodi se kontrola kvalitete komponenata i sklopova. Prihvaćene komponente i sklopovi nakon lakiranja idu na generalnu skupštinu stroja.
Sklopljeni stroj mora se pokrenuti i testirati uz uklanjanje uočenih kvarova i neusklađenost s utvrđenim tehničkim specifikacijama i zahtjevima. Pokretanje se obavlja u tvornici za popravak, a ispitivanja se obavljaju i u radionicama i u proizvodnim uvjetima. Kontrola kvalitete popravaka strojeva provodi se tehničkom dijagnostikom. Po završetku postupka popravka, prihvaćeni stroj stavlja se u skladište ili isporučuje kupcu.
Proces proizvodnje srednjeg popravka strojevi se razlikuju od razmatranog postupka remonta obujmom izvedenih operacija. Stoga se tijekom vanjskog čišćenja i pranja moraju oprati i očistiti samo jedinice i sklopovi koje treba popraviti i oprati. Popravljaju se u specijaliziranim poduzećima ili samostalno. Proizvode se samo neki dijelovi. Tijekom sanacijskih radova izvode se zavarivanje i navarivanje, zavarivanje i brtvljenje pukotina ljepljivim sastavima, metalna, električna, limarska, vulkanizacijska i neka druga djela. Samo one jedinice i dijelovi koji su prošli trenutni popravak podliježu prilagodbi.
Proces održavanja strojevi i sklopovi poseban je slučaj procesa sekundarne sanacije. Za sastavljanje se upotrebljavaju anonimni, popravljeni agregati, dijelovi i sklopovi kad god je to moguće. Obavljaju se podešavanja i podmazivanja, kvarovi su ispravljeni na jedinicama, komponentama i uređajima koje nije moguće ukloniti iz stroja.
Povezani članci
-
Analiza organizacije plaća u poduzeću
Za učinkovit rad opreme u RUE MZIV potrebna je jasna organizacija njenog materijalno-tehničkog održavanja. Veliki iznos izdvaja se za organizaciju popravka opreme. Bit popravka je očuvanje i ...
-
Velika enciklopedija nafte i plina
PRETHODNI UPRAVLJAČNI SUSTAV i njegov sadržaj. Ciklus popravka i njegova struktura, razdoblje remonta. Tijekom rada, oprema je podvrgnuta raznim vrstama održavanja i popravaka. U našoj zemlji ...
-
A koji je najbolji način organiziranja radova na popravcima?
Proizvodnja u poduzećima elektroničke industrije i instrumenata opremljena je složenom, visokoučinkovitom i skupom opremom. U tom procesu oprema gubi radne kvalitete, uglavnom zbog istrošenosti ...
-
Značajke dizajna akta prihvata opreme
Izdavanje opreme od popravka Prilikom pripreme opreme za popravku za puštanje u pogon ili ispitivanja u radnim uvjetima, voditelj servisa je odgovoran za tehničku spremnost opreme koja se popravlja ...
-
Akt o prihvatu opreme za ugradnju
Novi obrazac "Zakon o prihvaćanju i prijenosu opreme za ugradnju" službeno je odobren dokumentom Dekret Goskomstata Ruske Federacije od 21. siječnja 2003. N 7. Više o primjeni obrasca "Akt o prihvaćanju i prijenosu opreme za ugradnju": Računovodstvo prometa ...
-
Kako ispravno sastaviti procjenu za izgradnju kuće - praktični savjeti
(Razmatramo primjere na temelju cijena TER-teritorijalnih jedinica, slično kao i cijene federalnih jedinica FER-a, prema Standardnoj procijenjenoj regulatornoj bazi (novo izdanje)) Analiziraćemo prvi primjer proračuna, najjednostavniji: ...