System for planlagt forebyggende vedlikehold og reparasjon. Metoder og metoder for å utføre reparasjoner
Det er tre hovedmetoder for å organisere reparasjoner:
v etterundersøkelse;
v periodisk;
v standard.
Metoden for reparasjoner etter inspeksjon er basert på obligatoriske inspeksjoner av maskinen ikke med strengt regelmessige intervaller. Formålet med inspeksjoner er å fastslå tilstanden til maskinen for å forhindre feil. Med denne metoden holdes maskinen i fungerende stand ved å utføre en rekke rutinereparasjoner, varierende i omfang. Det nøyaktige antallet deler som skal byttes ut bestemmes under inspeksjonen av mekanismen. Ulempen med reparasjon etter inspeksjon er vanskeligheten med å planlegge reparasjoner over en lang periode, siden det er umulig å bestemme på forhånd når maskinen skal stoppes for reparasjoner og varigheten.
Metode periodiske reparasjoner– ligger i det faktum at driftstiden til maskinen mellom vanlige inspeksjoner og medfølgende reparasjoner er innstilt på forhånd, under hensyntagen til kompleksiteten til dens design og driftsmodus. Men utskifting av eventuelle komponenter og deler er heller ikke planlagt på forhånd, men utføres i henhold til det faktiske behovet som er bestemt under inspeksjons- og reparasjonsprosessen. Følgelig har heller ikke denne metoden tilstrekkelige data for en foreløpig beregning av reparasjonsvolumet, arbeidsmengden, verktøy og maskinutstyr.
Metoden for standardreparasjoner (ellers kalt planlagte forebyggende reparasjoner) er basert på obligatorisk periodisk oppdatering av maskinen gjennom en engangsendring av enkelte deler og sammenstillinger innen en viss tidsramme. Med denne metoden indikerer således levetiden til en del når den må skiftes, og med en periodisk metode når delen må inspiseres.
Disse funksjonene til reparasjonsorganisasjonsmetoder bestemmer omfanget av deres anvendelse. Etterkontroll og periodisk er mer fleksible og gjør det mulig å styrke overvåkingen av riktig drift av maskiner. Derfor anbefales de for bruk på maskiner som opererer under variable belastningsforhold og betjenes av utilstrekkelig kvalifisert personell.
Standard reparasjonsmetoden er mest anvendelig for utstyr som fungerer i den foreskrevne modusen. Den brukes også på maskiner hvis uavbrutt drift er spesielt viktig for bedriften som helhet (for eksempel løftemaskiner, vifter).
I gruveindustrien brukes et kombinert system for organisering av vedlikehold og reparasjon, bestående av elementer av etterinspeksjon, periodiske og standard reparasjonsmetoder, som gjør det mulig å øke levetiden til utstyret og redusere kostnadene for vedlikeholdet.
Dette kombinerte systemet kalles et forebyggende vedlikeholdssystem (PPR-system). Som du vet er det naturlig og nødslitasje på utstyr, som oppstår både på grunn av feil og som følge av utstyrsdrift. Ulykker fører til nedetid på en gruve eller et område, noe som fører til tap i produksjon, og dermed en økning i kostnadene for faste utgifter. PPR-systemet er designet for å forhindre progressiv slitasje og er basert på tvungen utskifting av sett med deler og sammenstillinger. PPR-systemet består av syklisk repeterende organisatoriske og tekniske tiltak, som sørger for implementering av tidsplanlagt forebyggende arbeid med inspeksjon, stell og tilsyn med eliminering av oppståtte feil, samt reparasjoner som delvis eller fullstendig gjenoppretter funksjonaliteten til utstyret.
Planlagt forebyggende vedlikehold er et sett med arbeider på:
v smøring, stramming av festemidler, justering, rengjøring og annet arbeid som reduserer slitasje og forhindrer funksjonsfeil;
v inspeksjon og verifisering av tilstanden og driften av mekanismer, komponenter og deler for rettidig eliminering av feil;
v utskifting eller restaurering av deler;
PPR-systemet består av følgende hovedelementer, det vil si at følgende typer planlagt vedlikehold er installert:
1. Mellom-reparasjon vedlikehold.
2. Planlagte reparasjoner.
1). Vedlikehold mellom reparasjoner inkluderer:
· Skiftvedlikehold – O.
Den består av stell av utstyr i henhold til instruksjoner (det vil si med en klar prosedyre for stell) av foresatte, produksjon, vedlikehold og teknisk personell. Reparasjonstjenester deltar med EMC-styrker ved bruk av spesialverktøy i henhold til planen. Slikt vedlikehold er grunnlaget for forebyggende vedlikehold basert på fabrikkinstruksjoner.
· daglig kontroll av korrekt drift og teknisk tilstand – S.
Utføres av teknisk personell (utstyrsoperatører og arbeidere produksjonsprosesser), samt reparasjonsmekanikere på reparasjonsskiftet. Utføres på grunnlag av instruksjoner for å verifisere korrekt drift.
· Ukentlig vedlikeholdsinspeksjoner.
Utføres av reparasjonselektrikere som kontinuerlig utfører service denne typen utstyr, elektrikere av EMC-gruven.
· månedlige reparasjonsinspeksjoner - RO.
De utføres av EMS-reparasjonsteam i henhold til spesielle instruksjoner. Månedlige reparasjonskontroller av elektrisk utstyr - ROS - er uthevet her.
I tillegg er periodisk utskifting av mobile og flyttbare gruvemaskiner (skurtreskere, pumper osv.) inkludert i overhalingsvedlikeholdet.
Følgende typer er inkludert i strukturen til reparasjonssykluser: Vedlikehold ikke slå på.
2). Planlagte reparasjoner inkluderer:
· aktuelle reparasjoner – T (T1, T2, T3...);
· halvårlig og årlig justering og inspeksjon (av komplekst utstyr) – NRP, NRG;
· større reparasjoner – K.
Rutinemessige reparasjoner er ment å holde utstyr i god stand, hvor et lite antall slitte deler skiftes ut og mekanismer justeres. De produseres i samsvar med tidsplanen av reparasjonsteam, inkludert reparasjonsmekanikere, gruve-EMC-mekanikere, så vel som av spesialiserte reparasjons-, justerings- og installasjonsbedrifter til bedriften (foreningen) og lokale utstyrsvedlikeholdsavdelinger i produksjonsanlegg.
For komplekse typer gruveutstyr (løfte-, kompressor-, hovedventilasjons-, rengjørings- og tunnelanlegg) installeres halvårlig og årlig planlagt vedlikehold, kombinert med inspeksjoner, justeringer og justeringer av komponenter og monteringsenheter. Disse typer reparasjoner utføres vanligvis av spesialiserte igangkjørings- og installasjonsavdelinger.
Overhaling - delvis reproduksjon av anleggsmidler (noen ganger samtidig med modernisering) - utføres med sikte på å gjenopprette funksjonaliteten til utstyret. Den sørger for demontering i enkeltkomponenter, feilsøking av deler, produksjon av nye deler, montering, benktesting, maling og kvalitetskontrollinspeksjon. Kan gjøres på to måter:
1. Ved å bytte ut slitte deler med deler som kan repareres på installasjonsstedet for utstyret. Denne metoden er den enkleste, men gir ikke den nødvendige kvaliteten på reparasjonen, spesielt for rengjøring og forberedende arbeid.
2. Aggregatmetode, der individuelle komponenter eller monteringsenheter av utstyr som inneholder slitte deler erstattes med nye eller forhåndsreparerte. Denne metoden er den mest progressive, gir høykvalitetsreparasjoner og bør implementeres bredt i gruver.
Planlagte overhalinger utføres med den frekvensen som er fastsatt av gjeldende forskriftsmessig og teknisk dokumentasjon og bør kun utføres av spesialiserte organisasjoner (reparasjonsbedrifter).
Reparasjonsstandarder og reparasjonsplanlegging.
Normal funksjon av PPR-systemet krever klar planlegging av reparasjoner.
PPR-planlegging er basert på følgende grunnleggende reparasjonsstandarder:
1. Direkte reparasjonsstandarder:
a) varigheten av reparasjonssyklusen;
b) overhalingsperioder;
c) varighet av nedetid under reparasjoner;
d) strukturen til reparasjonssyklusen.
2. Generelle standarder kvantitativ bruk av utstyr.
3. Generelle standarder for reserve av elektrisk utstyr.
Reparasjonssyklusen er et kompleks av periodisk repetisjon reparasjonsarbeid i intervallet mellom to planlagte større overhalinger. Under reparasjonssyklusen gjentas de i en viss rekkefølge alle etablerte typer reparasjoner.
Varigheten av reparasjonssyklusen er tidsperioden (i timer) mellom planlagte større reparasjoner. For nye maskiner bestemmes det av levetiden eller ressursen til disse maskinene.
Mellom-reparasjonsperioden er tidsrommet (i timer) mellom to tilstøtende reparasjoner (av enhver type). K-RO-RO-T1–RO-RO-T2 – RO-RO–T1–K.
Strukturen til reparasjonssyklusen er et bestemt opplegg for alternerende reparasjonstyper gjennom reparasjonssyklusen (definisjonen av den er innledet av grupperingen av komponenter og deler i henhold til deres levetid, det vil si i henhold til deres slitestyrke). Mellom reparasjonsperioden og syklusstrukturen er gitt i ESPP.
9.Typer reparasjoner og deres innhold
Typer reparasjon (utstyr)[rediger | rediger wikitekst]
Kosmetisk - restaurering av utseende uten å forstyrre strukturen (vanlig navn aktuelle reparasjoner).
Restorative (Medium) - vanligvis utført med utskifting av deler av enheten som har gjennomgått slitasje, eller med deres modifikasjon (overflate, boring, lodding, etc.)
Nåværende - reparasjoner for å gjenopprette servicebarhet (operabilitet), samt opprettholde driftsytelse.
Major - innebærer å demontere og revidere strukturen for å identifisere skjulte feil og vurdere levetiden til deler, og erstatte ikke bare defekte deler, men også deler som har brukt opp levetiden. Slike reparasjoner innebærer mye arbeid og betydelige kostnader.
Planlagt (planlagt forebyggende) - reparasjoner innenfor det tidsrommet som er planlagt i forskriften. Utføres etter at enheten har utbrukt levetiden, eller hvis funksjonaliteten til enheten etter en funksjonsfeil er delvis bevart, eller delvis gjenopprettet som følge av restaureringsreparasjoner. Lar deg varsle brukere på forhånd om opphør av drift, samt planlegge kostnadene knyttet til utstyrsstans.
Reparasjon (av utstyr) er et sett med tiltak for å gjenopprette den operative eller brukbare tilstanden til et objekt og/eller gjenopprette dets ressurs.
Vedlikehold omfatter arbeid med utstyrsinspeksjon, nøyaktighetstesting, vask, smøring m.m. Disse typer arbeid utføres i henhold til en forhåndsbestemt tidsplan og er av periodisk natur med en klart definert repeterbarhet.
Planlagte reparasjoner basert på innholdet i utført arbeid, arbeidsintensitet og frekvens er delt inn i strøm, middels og større.
Gjeldende reparasjoner utføres under driften av utstyret ved å bytte ut individuelle deler, deler, etterfulgt av kontroll av nøyaktighet, justering osv.
Middels reparasjoner er mer omfattende og dyptgående, da de involverer utskifting av hoveddeler, sammenstillinger og gnideflater.
Overhaling er den mest arbeidskrevende, tidkrevende og kostbare prosessen knyttet til fullstendig utskifting av hoveddeler, sammenstillinger, demontering av motorer og transformatorer. Større reparasjoner er som regel ledsaget av fjerning av utstyr fra fundamentet, etterfulgt av montering og testing av utstyr.
Det forebyggende vedlikeholdssystemet har en forebyggende karakter. Men i praksisen med å betjene utstyr oppstår det nødsituasjoner på grunn av utstyrssvikt og funksjonsfeil. Kostnader knyttet til å eliminere konsekvensene av ulykker regnes som ikke-planlagte utgifter og har en negativ innvirkning på virksomhetens ytelse.
Det forebyggende vedlikeholdssystemet er basert på bruk av følgende standarder:
Reparasjonssykluser og deres struktur;
Varigheten av periodene mellom reparasjoner og hyppigheten av vedlikehold;
Arbeidsintensitet standarder;
Lagerstandarder for deler og sirkulerende enheter.
Reparasjonssyklusen skal forstås som tiden mellom to større overhalinger, og den første reparasjonssyklusen begynner med igangkjøring av utstyr frem til første større overhaling. Denne tidsperioden inkluderer gjennomføring av alle vedlikeholdsaktiviteter og alle typer reparasjoner. Rekkefølgen på deres utførelse kan representeres av følgende omtrentlige diagram:
KR – TIL – TIL – MP1 – TIL – MP2 – TIL – SR – TIL – TIL – MP3 – TIL – KR,
hvor KR – større reparasjoner; SR – gjennomsnittlig renovering; MR - mindre reparasjon; TO – teknisk vedlikehold.
Når du utarbeider en reparasjonssyklus, er det nødvendig å ta hensyn til ulike faktorer: type produksjon, type og egenskaper til bearbeidede materialer, driftsforhold, personellkvalifikasjoner, utstyrsbelastningsnivå.
Perioden mellom reparasjoner, hyppigheten av reparasjonsarbeid, samt deres arbeid og materialintensitet avhenger av designfunksjoner utstyr. Basert på dette er alt utstyr ved bedriften gruppert i kategorier av reparasjonskompleksitet. Hver gruppe tilsvarer et visst antall enheter med reparasjonskompleksitet, som er etablert i henhold til katalogen, og til slutt dannes en kategori med reparasjonskompleksitet. Dessuten vurderes kompleksitetskategorien for reparasjon av elektriske og mekaniske deler av utstyr separat, og resultatet deres gir ønsket verdi - kategorien kompleksitet for å reparere spesifikt utstyr.
Basert på de ovennevnte standardene, er det konstruert en ferdig plan for forebyggende vedlikehold, som dekker alt utstyr som er i bruk, arbeids- og materialintensiteten til reparasjonsarbeid beregnes, samt antall reparasjonspersonell.
De foretatte beregningene inngår i gjeldende interne produksjonsplanleggingssystem med tilhørende tildeling av midler og etterfølgende regnskapsføring av produksjonskostnader.
10 Standarder og grunnleggende konsepter for reparasjonsledelse og planlegging?
PLANLAGT FOREBYGGENDE VEDLIKEHOLD OG REPARASJONSSYSTEM;
VEDLIKEHOLDSDRIFTER
System for planlagt forebyggende vedlikehold og reparasjon er et kompleks av organisatoriske og tekniske tiltak utført på en planlagt måte. Aktivitetene utvikles og utføres i henhold til produsentenes anbefalinger og inkluderer forebyggende inspeksjoner
vedlikehold, reparasjoner.
Ved bruk av maskiner utføres følgende: månedlig vedlikehold (MS), utført før, under og etter arbeidsskift; planlagt vedlikehold (MRO), utført som planlagt i bestemte perioder fastsatt av produsentene; sesongmessig vedlikehold (SO), utført to ganger i året som forberedelse til drift i påfølgende sesong.
Planlagte reparasjoner er delt inn i to typer: nåværende (T) og kapital (K). Gjeldende reparasjoner skal sikre at maskinen fungerer frem til neste planlagte reparasjon; større reparasjoner skal sikre at maskinen kan betjenes i en tid som er lik eller nær full levetid. Hyppigheten av å utføre en bestemt type vedlikehold eller reparasjon måles ved maskinens driftstimer per time. Driftstiden bestemmes av avlesningene til tellere installert på magen eller av skifttidsregistreringsdata. For å registrere skifttid føres det en driftstimelogg. Hyppigheten, kompleksiteten og varigheten av vedlikehold og reparasjoner av gaffeltrucker er gitt i Anbefalinger for organisering av vedlikehold og reparasjon av anleggsmaskiner.
Eierorganisasjonen utvikler en vedlikeholds- og reparasjonsplan for lasteren på sin balanse. Vedlikeholds- og reparasjonsarbeid utføres i henhold til instruksjonene i maskinprodusentens bruksanvisning.
Vedlikeholdsoperasjoner utføres i denne rekkefølgen. Skiftvedlikehold (MS) (utføres av sjåføren) inkluderer operasjoner for å klargjøre maskinen for arbeid, vedlikehold og retur til parkeringsplassen (garasjen).
I prosessen med å forberede seg til arbeid, inspiserer sjåføren lasteren, kontrollerer verktøyenes fullstendighet og tilstand. Før du starter motoren, kontrollerer nivået og kvaliteten på oljen i motorens veivhus, tilstedeværelsen av drivstoff i tanken, kjølevæske i radiatoren, arbeidsvæske i hydraulikktanken; kontrollerer også festingen av hjulene, tilstanden til dekkene og deres trykk, spenningen til viften og generatorens drivremmer. Ved behov arbeides det for å eliminere lekkasjer og drivstoffsystemer.
Etter å ha startet og varmet opp motoren, kontroller servicebarheten til instrumenteringen, driften av arbeidsutstyret, chassiset og hydraulikkdriften, servicebarheten til bremsene og styringen.
Ved retur til parkeringsplassen rengjøres og inspiseres lasteren, feil elimineres og deler og mekanismer smøres.
Det første vedlikeholdet (TO-1) utføres av et spesialisert team med involvering av en sjåfør i et spesialområde og inkluderer, i tillegg til EO-operasjoner, en rekke ekstra kontroller og justeringer for motor, arbeidsutstyr og chassis . Under TO-1-prosessen kontrolleres alle festeforbindelser til lasteren og styringen, bremsen og clutchkontrollene justeres. Inspiser alle rørledningsforbindelser og vurder tilstanden til slangene. Tøm sediment fra drivstoffilteret. Sjekk hvordan boltmutrene på sylinderhodet er strammet, om forgasserkontrolldriften fungerer bra, og juster servostyringen.
Det andre vedlikeholdet (TO-2) inkluderer hele omfanget av arbeidet EO og TO-1 og i tillegg følgende arbeid: kontroll, rengjøring av tennplugger; regulering av gap mellom elektrodene; rengjøring og justering av forgasseren; sjekke og rengjøre bryterkontakter; kontrollere og justere gapene mellom ventiler og skyvere; demontering av drivstoffkummen;
vask av netting og filterelement, hjullager; utskifting av smøremiddel; lagerjustering; rengjøring av bremsemekanismer og kontroll av deres tekniske tilstand; justering av klaringer i styringen; innstillingsventiler i det hydrauliske systemet;
justering av spenningen til løftekjeder; kontrollere tilstanden til generatorbørstene og kommutatoren; rengjøring av batteripolene; stramme bolter og muttere som fester mekanismene til rammen.
Sesongvedlikehold (MS) utføres to ganger i året - om våren og høsten og inkluderer arbeid levert av TO-2 og ytterligere: spyling av kjølesystemet og etterfylling av sesongvæske; spyling av drivstofftanken og drivstoffledningene; sesongmessig endring av smøremiddel og arbeidsvæske, sjekke tettheten til elektrolytten og bringe den til normal; rengjøring og smøring av håndbremselementer.
Sammensetning av drift og vedlikehold for hver spesifikk modell maskinen bestemmes av produsentens instruksjoner,
TYPER OG METODER FOR REPARASJON
Generell informasjon.Gjeldende (T) og større (K) reparasjoner utføres etter at levetiden er utløpt eller avhengig av maskinens faktiske tilstand. Reparasjonsstedet velges avhengig av spesifikke forhold; vanligvis utføres nåværende reparasjoner på eierens mekaniseringssted, større reparasjoner utføres i en spesialisert bedrift;
Overlevering for overhaling utføres i samsvar med GOST 24408-80 "Regler for overlevering for overhaling og frigjøring fra overhaling av maskiner og deres komponenter. Generelle Krav" Levering for reparasjon utføres av organisasjonen som eier maskinen, og aksept for reparasjon utføres av reparasjonsfirmaet. Ved levering utarbeides det et sertifikat som gjenspeiler maskinens tekniske tilstand og fullstendighet. Reparasjonsfirmaet får også lasterens pass. Dersom bilen sendes til reparasjon som følge av en ulykke, sendes det også en ulykkesrapport sammen med passet.
Lasterreparasjoner utføres i henhold til forskriftsmessig og teknisk dokumentasjon for reparasjoner. Dersom lasterens mangler ikke dekkes av dokumentasjonen (som følge av en ulykke eller grovt brudd på driftsregler), utføres reparasjoner kun etter avtale mellom eier og reparasjonsfirma.
Reparasjoner utføres ved hjelp av følgende metoder: I
upersonlig - når tilhørigheten til de restaurerte delene og monteringsenhetene til en spesifikk forekomst av maskinen ikke er bevart;
ikke-upersonlig - der tilhørigheten til de restaurerte delene og monteringsenhetene til en spesifikk forekomst av maskinen er bevart;
aggregat - der defekte enheter erstattes med nye eller forhåndsreparerte. Lastekomponentene inkluderer: motor, girkasse, reverseringsmekanisme, drivaksel, hydrauliske pumper, fordeler, etc.;
in-line - når reparasjoner utføres på spesialiserte arbeidsplasser med en viss teknologisk sekvens og rytme.
Avhengig av plasseringen av reparasjonen, skilles det mellom reparasjon av driftsorganisasjonen, reparasjon av en spesialisert organisasjon (reparasjonsbedrift) og reparasjon av produsenten. Reparasjonsmetoden bestemmes av stedet der den utføres. Ikke-upersonlige og aggregerte metoder brukes for reparasjoner av driftsorganisasjonen, upersonlige og inline-metoder brukes i en spesialisert reparasjonsbedrift.
En reparasjonsoperasjon forstås som en fullført del av en reparasjon, som utføres på en arbeidsplass av en arbeider med en viss kvalifikasjon. Den teknologiske reparasjonsprosessen er en sekvens av operasjoner for å gjenopprette funksjonaliteten til en monteringsenhet eller maskin.
Teknologisk prosess er utviklet i samsvar med tekniske spesifikasjoner, som gir verdiene for maksimal slitasje de
taljer, som indikerer avvisningskriterier, gap (spenninger) ved montering av reparerte monteringsenheter, moduser og testingstid for enheter etter reparasjon, teknologiske kart, verktøy og enheter, materialforbruksrater, tidsstandarder. Med den upersonlige metoden inneholder teknologiske kart en beskrivelse av forstørrede operasjoner som gjelder alle enheter og deler, med den enkelte metoden er operasjonene mer detaljerte. Den mest komplekse teknologiske prosessen med overhaling er den individuelle metoden, der maskinen er fullstendig demontert med restaurering av de originale passformene til de fleste av de tilhørende delene.
Lastere repareres etter aggregatmetoden. Grunnleggende monteringsenheter (ramme, arbeidsutstyr, kabin, foringer) restaureres ved hjelp av en ikke-personlig metode, og bevarer tilhørigheten til monteringsenhetene til maskinen som repareres. Sekvensen av operasjoner er som følger: etter å ha akseptert lasteren for reparasjon, demonteres arbeidsutstyret, demonteres i enheter, de grunnleggende monteringsenhetene repareres, de reparerte elementene er montert, arbeidsutstyret er montert, maskinen testes, males og overlevert til eieren. En nødvendig betingelse for å implementere en aggregert metode er opprettelsen rullerende fond enheter og deler.
Enhetene repareres ved spesialiserte virksomheter (motorer, girkasser) eller på spesialiserte steder (hydraulisk utstyr, drivaksler), og i begge tilfeller ved hjelp av en upersonlig in-line-metode. Driftssekvens: demontering av deler, vask, feildeteksjon. Ubrukelige deler kasseres, deler med defekter repareres. Servicebare deler sendes til monteringslageret. Deretter settes enhetene sammen, testes og sendes til det rullerende fondet.
Med aggregatmetoden bestemmes varigheten av maskinreparasjonen av reparasjonstiden til de grunnleggende monteringsenhetene.
Uavhengig av reparasjonsmetoden som brukes, inkluderer den teknologiske prosessen følgende operasjoner: vask, demontering, feildeteksjon, reparasjon, montering, testing, maling.
Lastere vaskes og renses for skitt på et spesialutstyrt område med hard overflate, skråning mot midten for vannavløp og sider 0,35 m høye Vann strømmer gjennom rør inn i en mudderkum, derfra inn i en oljeproduktfanger, og deretter inn i en oljeoppsamlingsbrønn. Nettstedet er utstyrt med enheter for oppvarming av vann og tilførsel av det under trykk (om nødvendig). Skrapere og børster brukes til rengjøring; lastere vaskes med en stråle varmt vann. Ved vask brukes nylonbørster, montert på et hult håndtak, som vann tilføres gjennom en fleksibel slange. Vanskelig tilgjengelige og sterkt forurensede områder rengjøres med løsninger. Deler vaskes i badekar, og for store mengder reparasjoner i vaskemaskiner. For å rense stål- og støpejernsdeler fra smuss, bruk en alkalisk løsning oppvarmet til 80-90 °C (10 % kaustisk soda og 0,5 såpe) eller vandige løsninger av organiske mellomprodukter. Ikke vask aluminiumsdeler i en alkalisk løsning. For å rengjøre fra korrosjon, bruk vann oppvarmet til 90-100 °C. bi superfosfat og 25 % saltsyre med tilsetningen 1 % eller 15 % svovelsyre med tilsetning av 5 % alkohol.
Karbonavleiringer fjernes enten med metallbørster etter foreløpig mykning med bensin, etterfulgt av blåsing med sand, eller ved å senke deler i 2-4 timer i løsninger av forskjellige sammensetninger oppvarmet til 90-95 °C. Kalk fjernes ved å dyppe deler i en kaustisk sodaløsning oppvarmet til 60-70 °C.
Lasterne demonteres i et spesialverksted til et reparasjonsfirma eller på reparasjonsstedet til driftsorganisasjonen. For å gjøre dette er maskinen installert på bukker, og gaffeltrucken senkes til laveste posisjon ved hjelp av løfteutstyr (telfer, kran). bjelke, etc.) arbeidsutstyret og hytta fjernes fra laster, kledning, støtfanger. Deretter kobles enhetene sammen med kardanaksler fra, overføringsmekanismene demonteres, rørledningene og slangene kobles fra og elektriske ledninger kobles fra.
Ris.83. Utstyr for fjerning av tapper:
a - med en bor, b - med en skrue; 1 - hårnål, 2 - bor 3 - skru, 4 - skrue
Gjengeforbindelser demonteres ved hjelp av skiftenøkler, spesialnøkler, skrallenøkler og hengselnøkler. Hvis gjengeforbindelsen er rusten eller tett, fuktes den med parafin før demontering. Hvis mutteren etter dette ikke kan skrus av med en skiftenøkkel, skrus den av med meisel og hammer eller skjæres av sammen med en del av bolten med baufil eller gassflamme.
For å skru av tappene, bruk en mutter, en låsemutter og en skiftenøkkel. Ødelagte bolter og bolter fjernes på følgende måter: hvis den ødelagte enden stikker ut over overflaten av delen, settes en skive på den, en stang sveises til skiven og boltkroppen (bolten), som brukes som en spak for å skru ut bolten (bolten) eller i kroppen til bolten (bolten) ved hjelp av en baufil eller meisler lage et spor og skru ut bolten med en skrutrekker; hvis den ødelagte enden ikke stikker ut over overflaten av delen, bores det et hull i boltkroppen (tappen), hvor en omvendt gjenge deretter kuttes med en kran, en spesiallaget bolt skrus inn og brukket ende fjernes ved hjelp av en skiftenøkkel, eller det bores et hull i boltkroppen (tappen) som deretter hamres inn i en fire- eller sekskantet herdet stang (bor), og ved å bruke en enhet for å vri ut tappen (fig. 83, EN) fjern enden;
Hvis de beskrevne metodene ikke klarer å fjerne boltene og tappene, bor du et hull med større diameter, kutt en gjenge med neste diameter, som en spesiallaget bolt (bolt) skrus inn i under montering.
Koniske og sylindriske forbindelser demonteres med strekk, lagre og foringer fjernes ved hjelp av universelle eller spesielle avtrekkere. Manuelle hydrauliske presser brukes til å presse ut og presse inn foringer og lagre.
Etter demontering og vask bestemmes delenes egnethet for videre bruk eller reparasjon. Ekstern inspeksjon avslører ytre defekter: sprekker, bulker, riper, hakk. Bruk et måleverktøy for å bestemme dimensjonene og formen på delen; måleresultatene sammenlignes med slitasjegrensene gitt i teknologiske kart for reparasjoner og oppført i mangellisten.
Ved montering av en laster, er enhetene montert på rammen i rekkefølgen bestemt av den teknologiske prosessen. Enhetene monteres i spesialiserte områder ved hjelp av monteringsstativer og inventar. Deler er som regel forhåndsvalgt og justert til hverandre. Under monteringsprosessen av en enhet, for eksempel en drivaksel, justeres girene og lagrene ved å installere et sett med shims. De sammensatte enhetene er testet på stativ. Etter å ha installert enhetene på rammen og sikret den, er kardanaksler installert, hydrauliske systemrørledninger og kontrollmekanismer koblet til.
Under montering utføres følgende operasjoner: montering av gjengede forbindelser, koblinger med rullelager, splines og gir.
Ved montering av gjengeforbindelser brukes bolter, bolter med muttere og monteringsskruer. Å stramme mutrene er en ansvarlig operasjon, siden å løsne den gjengede forbindelsen forstyrrer festingen av lasterdelene og fører til maskinfeil. Ved montering av en enhet eller del med flere bolter (bolter), strammes mutterne gradvis og i en bestemt rekkefølge, først med omtrent en tredjedel av tiltrekkingen, deretter med to tredjedeler og til slutt helt. Vær samtidig forsiktig så du ikke stram mutteren for mye, noe som kan føre til brudd på bolten. Lengden på standardnøkler er utformet på en slik måte at den skaper det nødvendige tiltrekkingsmomentet i gjengeforbindelsen. Gjengemuttere med en diameter på opptil 30 mm strammes med skiftenøkler uten forlengere.
Pinnene skrus med to muttere skrudd på tappen etter hverandre eller ved hjelp av en spesiell enhet (fig. 83, b), c hvilken mutter 3 forhåndslåst med en skrue 4. Pinnene er installert i delene med en skjærpasning slik at tappen ikke kommer ut når mutteren skrus.
For å forhindre at mutterne skrus ut, installer fjærskiver, låsemuttere, splinter og flensskiver. For å øke arbeidsproduktiviteten brukes elektriske eller pneumatiske slagnøkler. For å gjøre det mulig å bruke et elektroverktøy under montering og demontering, er det laget kryssspor på monteringsskruene.
Den pålitelige driften av mekanismer og levetiden til lagre avhenger i stor grad av overholdelse av installasjonsreglene. Lagersetene på akselen og i huset må behandles med den nødvendige nøyaktigheten og renheten. Grader, riper og riper er ikke tillatt. Først og fremst må passformen til lagerringene sikres med en gitt nøyaktighet. Hvis pakningen er for tett, oppstår deformasjon av ringen, noe som forårsaker fastklemming og rask slitasje på rulleelementene (kuler eller ruller). En svekket ladning fører til økt slitasje på setene og forårsaker vibrasjoner i enheten.
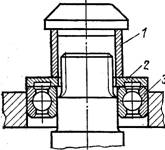
1 - dor, 2 - vaskemaskin, 3 - peiling
Før montering vaskes lageret i parafin og tørkes. Monteringsenheter med lager monteres ved hjelp av presser eller ved å slå på en ringformet dor montert på en av lagerringene. Sistnevnte metode er aktuelt når du installerer lagre med liten interferens.
Ringdoren monteres på lagerringen som monteres. Ved montering på en aksel plasseres doren på innerringen
når den er installert i et hus - på utsiden. Hvis lageret samtidig er montert på akselen og i huset, plasser en skive under doren 2 (Fig. 84), fordeler belastningen på begge ringene.
For å lette monteringen av lagre på akselen, er de forvarmet. Før montering senkes lagrene i 10-15 minutter i olje oppvarmet til 80-100 °C.
Ved montering av enheter med koniske lagre etableres det mellomrom mellom rullelagerdelene. Dette oppnås ved å øke eller redusere tykkelsen på shims installert under lagerdekselet, eller ved å bruke spesielle justeringsmuttere.
Ved montering av splineforbindelser, kontroller tilstanden til splines. Overflatene på splines må være fri for hakk, grader og grader.
Montering av gir inkluderer kontroll av riktig inngrep og justering av skrå- og hypoidgir. Riktig inngrep kontrolleres av kontaktpunktet, som knapt blåser. Et tynt lag med maling påføres arbeidsflaten til tennene til ett hjul, deretter, ved å rotere dette hjulet, oppnås malingstrykk på arbeidsflatene; Størrelsen og plasseringen av utskriftene indikerer arten og feilene ved engasjementet. I revers kontrolleres begge tannflatene. Om nødvendig justeres inngrepet. Generelt bør avtrykket være minst 65 % av lengden og 60 % av tannens totale høyde.
Etter montering testes enhetene på stativ, og den sammensatte lasteren testes. Start først motoren, og etter å ha kontrollert driften uten belastning, slå separat på mekanismene til arbeidsutstyret, kontroller driften av servostyringen, driften av clutchmekanismene, girkassen, reversmekanismen og bremsene. Etter dette kontrolleres funksjonen til lastemekanismene mens den er i bevegelse.
Etter testing, eliminering av defekter og ytterligere justeringer, er lasteren malt.
Maleprosessen inkluderer rengjøring av overflatene, belegg med primer, sparkling, sliping, påføring av lag med maling og tørking.
Forberedelse av overflaten til en bil for lakkering inkluderer rengjøring av den fra skitt, gammel maling, olje og rust. På gammel maling Påfør en 5-10% løsning av kaustisk soda, oppvarmet til 60-80 °C. I dette tilfellet mykner malingen og fjernes med skraper eller børster. For å avfette overflaten, tørk den av med en klut fuktet i løsemiddel.
Forberedte og avfettede overflater grunnes. En primer er et belegglag som påføres direkte på metall for å beskytte det mot korrosjon og sikre pålitelig vedheft av etterfølgende lag med belegg til overflaten som skal males. Primerlaget påføres med pensel eller spray i et jevnt lag uten drypp eller henging.
Etter at primerlaget har tørket helt, sparkles de for å jevne ut overflatene før maling. Kitt gaver deg selv deigaktig masse. Den påføres overflaten i et tynt lag manuelt ved hjelp av en metall- eller gummispatel. Kittlaget tørkes og slipes med sandpapir.
Malingen påføres med spray i tynne lag. Maling utføres enten i lokaler utstyrt avtrekksventilasjon, eller utendørs med forholdsregler, så Hvordan Spraymaling danner en eksplosiv blanding med luft og er helseskadelig.
Aksept av en laster fra reparasjon inkluderer: kontroll av teknisk dokumentasjon og akseptdokumentasjon, fullstendighet av maskinen (tilgjengelighet av tilbehør og verktøy); vurdering av den tekniske tilstanden til lasteren ved ekstern inspeksjon, testing av maskinen på tomgang og under belastning; utarbeidelse av akseptdokumenter - akseptsertifikat og garantipass, som angir garantiperioden til maskinen.
Det er tillatt å lakke bilen etter utfylt akseptdokumentasjon.
Metoder for å gjenopprette ytelsen til deler.
Under drift av maskinen slites deler i kontaktsonen til arbeidsflatene, mens de geometriske dimensjonene til delene endres - gapene i forbindelsen øker og arbeidsflatenes kvalitative tilstand endres. I bærende konstruksjoner under vekslende belastninger kan det dannes utmattelsessprekker og deformasjoner på steder med spenningskonsentrasjon, noe som svekker konstruksjonens styrke, dvs. dens ytelse. For å gjenopprette ytelsen til en del, er det nødvendig å gjenopprette dens opprinnelige dimensjoner, kvaliteten på arbeidsflaten, eller returnere den til en gitt bæreevne (styrke) til minimal kostnad.
Funksjonaliteten til slitte koblinger gjenopprettes ved hjelp av følgende metoder.
Mekanisk behandling (dreiing, boring) av deler til reparasjonsstørrelsen er mye brukt i reparasjon av forbrenningsmotorer: sylinderblokken bores og justeres på maskiner til reparasjonsdimensjonene til stemplene (reparasjonsintervall, diametre 0,5 mm). Når det på grunn av det begrensede antallet stempler av reparasjonsstørrelser er umulig å regne med å matche dem til sylindrene, justeres sylindrene direkte til stempelet som skal fungere i det.
Ris. 85. Bytte ut slitte overflater:
Jeg - aksel, 2 - erme, 3 - skru
Utskifting av slitte overflater med nye brukes ved reparasjon av sylindriske skjøter, inkludert gjennomføringer.
Akslingen behandles vanligvis til tegn på slitasje på arbeidsflaten er eliminert, den nye diameteren på akselen måles og en ny bøssingsdel er laget for å passe den nye størrelsen. Den installeres og festes for å erstatte den slitte ved hjelp av en skrue (fig. 85) eller sveising. Bøsningene er installert i kontrollmekanismene, i de slitte hullene på knastene, og fester dem ved sveising.
Økende slitte overflater til nominell størrelse brukes på spesialiserte reparasjonsanlegg for å restaurere masseproduserte deler. I noen tilfeller brukes spesialutstyr, apparater og verktøy. Overflatemetoden brukes til å reparere aksler og aksler laget av lavkarbon (sveiset) stål med slitasje på 2 mm eller mer. For å forhindre vridning er rullene smeltet sammen med langsgående sømmer (fig. 86, a) langs generatrisen i sekvensen 1- 6 eller en kontinuerlig sirkulær søm (fig. 86, b). Interne spenninger som oppstår under overflatebehandling fjernes ved å gløde akselen, vri arbeidsflatene til nominell størrelse og slipe til en gitt ruhet.
Sprøyting eller metallisering av slitte overflater på aksler, stenger og foringer utføres med galvaniseringspistoler (fig. 87). Pistolen drives av en sveisetransformator. Ruller 3 gi trådmatingshastigheten / nødvendig for normal lysbuebrenning, og trykkluft under et trykk på 0,6-0,7 MPa fra rør 5 sprayer smeltet metall inn i bittesmå partikler mot delen 7. Metallpartiklene er i plastisk tilstand og er koblet til grunnmetallet på grunn av deformasjon, fylling av uregelmessigheter og mekanisk adhesjon. Ved hjelp av sprøytemetoden kan du bygge opp et lag med en tykkelse på 6-8 mm, mens det sprøytede metallet har høy hardhet.
Etter metallisering bearbeides delen med karbidkuttere og slipes. Metalliseringsrommet skal ha et kammer for fjerning av metallpartikler og avtrekksventilasjon.
Galvanisk avsetning eller elektrolytisk vekst av metall på slitte overflater er basert på fenomenene elektrolyse. En likestrøm føres gjennom en elektrolytt (en løsning som består av elektrisk ladede ionepartikler som er i stand til å lede elektrisk strøm). Positivt ladede ioner (metall, hydrogen) beveger seg til katodeelektroden koblet til den negative polen, og negativt ladede ioner (syre- eller vannrester) beveger seg til anodeelektroden koblet til den positive polen. Når de kommer i kontakt med elektrodene, mister ionene ladningen og frigjøres på dem i form av nøytrale atomer.
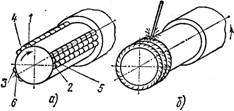
Ris. 86. Overflate på akseltappen:
A -langsgående sømmer (1-6 - sveisesekvens), b - omkretssøm
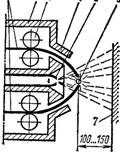
Ris. 87, diagram over elektrisk metalliseringspistol:
/ - ledninger, 2 - ledere, 3 - ruller, 4 - tips, 5 - Jeg én tube, 6 - smeltesone, 7 – del
Katoden er produktet som skal belegges, anoden er metaller; løsninger av salter av det avsatte metallet brukes som en elektrolytt. Enten krom eller jern avsettes, og følgelig kalles prosessene forkroming og plettering. Tykkelsen på krombelegget er 0,3-0,5 mm med høy hardhet og stor slitestyrke på laget, så krombelegg brukes ved reparasjon av deler med liten slitasje. Gjenværende lar deg påføre et lag på 2-3 mm, og prosesshastigheten er 10-30 ganger høyere enn med forkromning. Slitasjemotstanden til det avsatte stållaget kan økes ved påfølgende karburering og forkromning.
Liming brukes ved utskifting av slitte friksjonsforinger med nye. Limeprosessen inkluderer følgende operasjoner: rengjøring av overflatene på putene og foringene, avfetting av dem, påføring av lim (BC-10T) med en tykkelse på 0,1-0,2 mm, pressing av foringene til puten med et trykk på 0,4 MPa og varme behandling i ovn ved 180 °C i 40 min.
Plastisk deformasjon brukes til å gjenopprette foringer og splineskjøter. Gjennomføringene gjenopprettes av slam ved å redusere høyden i presser. Spline-aksler repareres etter ekspansjonsgløding. I dette tilfellet kuttes et spor langs lengden av spline med en meisel eller et spor rulles med en stålrulle, som et resultat av at bredden på splines øker med 0,5-1,0 mm. Etter ekspansjon sveises sporet og splines maskineres for å oppnå de nødvendige dimensjonene og ruheten.
Reparasjon av metallkonstruksjoner. Chassisrammene til arbeidsutstyret er laget i form av sveisede metallkonstruksjoner, som opplever støtbelastninger under drift. Under påvirkning av disse belastningene kan det oppstå brudd i sveisede ledd i elementer av metallkonstruksjoner, sprekker, deformasjoner og andre defekter kan oppstå.
Sprekker og brudd i sveiser og uedelt metall er eliminert
sveising av det skadede området eller styrking av det skadede området ved å sveise overlegg. Sveisere som har bestått sertifisering og har passende sertifikat får utføre sveisearbeid. Det er forbudt å sveise ved negative temperaturer (under -20 °C) uten å forvarme skjøten med en gassbrenner, når sterk vind uten beskyttelse fra vind og atmosfæriske påvirkninger (snø, regn), samt når elementet som sveises er under belastning.
Sprekker, groper eller andre feil på gamle sveiser:
kutt ned til grunnmetallet langs hele lengden av det defekte området og sveis igjen; sveising av en søm uten å kutte ut det defekte området er forbudt.
Tilstedeværelsen og grensene til en sprekk bestemmes ved ekstern inspeksjon ved bruk av kritt og parafin. Sprekken kuttes med en meisel, en kvern i retning av sprekkforplantningen, og i tillegg på 20-30 mm utenfor sine grenser. Det bores hull i endene av sprekken for å forhindre videre spredning. Etter sveising blir sømmene renset for kalk og bearbeidet med en slipemaskin.
Ved reparasjon av metallkonstruksjoner, unngå å påføre tverrgående
sømmer. For å sikre nødvendig styrke ved sveising av tverrgående sprekker, brukes konvoluttoverlegg som er lik tykkelse med basismetallet. Først kuttes og sveises sprekken, deretter behandles sømmen i flukt med basismetallet og overlegget sveises.
"Organisering av lokomotivreparasjoner"
Introduksjon: emne, formål og mål for disiplinen
1. System for vedlikehold og nåværende reparasjoner av lokomotiver.
1.1. Oppgaver og innhold i vedlikehold og reparasjon av lokomotiver.
1.2. Typer vedlikehold og rutinemessige reparasjoner av lokomotiver.
1.3. Reparasjonssyklus.
1.4. Diagnostikk i systemet for vedlikehold og reparasjon av lokomotiver.
1.5. Teknisk og økonomisk effektivitet av systemet for vedlikehold og nåværende reparasjoner av lokomotiver.
2. Organisering av vedlikehold og løpende reparasjoner av lokomotiver.
2.1. Metoder for organisering av vedlikehold og reparasjon av lokomotiver.
2.3. Planlegging av vedlikehold og rutinereparasjoner, fastsettelse av reparasjonsprogram.
2.4. Beregning av beholdningen av enheter og den tekniske og økonomiske effektiviteten til aggregatreparasjonsmetoden
25. Arbeidsberegning
2.6. Arbeidsorganisering av reparasjonsteam
3. teknologi og tekniske midler aktuelle reparasjoner.
3.1. Spesialisering og samarbeid med lokomotivreparasjonsproduksjon, in-line reparasjonsmetode
3.2. Diagrammer teknologiske prosesser aktuelle reparasjoner av lokomotiver og deres optimalisering.
3.3. Organisering av arbeid og hoved teknologisk utstyr nåværende reparasjonsområder.
3.4. Fastsettelse av antall reparasjonsstillinger og utstyr.
3.5. Samlet innkjøp og innkjøpsområder av depotet.
Kapittel 1. SYSTEM FOR VEDLIKEHOLD OG AKTUELLE REPARASJONER AV LOKOMOTIV
1.2. Typer vedlikehold og nåværende reparasjoner av lokomotiver
1.3. Reparasjonssyklus
1.4. Diagnostikk i lokomotivvedlikeholds- og reparasjonssystemet
1.5. Teknisk og økonomisk effektivitet av vedlikeholds- og reparasjonssystemet for lokomotiver
Oppgaver og innhold i lokomotivvedlikehold og reparasjoner
Den tekniske tilstanden til lokomotivene endres under drift. Det forverres på grunn av slitasje på deler og mekanismer, brudd på justeringer, løsning av festemidler, sammenbrudd og andre funksjonsfeil. I elektriske maskiner endres (forringes) de fysiske og mekaniske egenskapene til elektrisk isolasjon. Lokomotivets pålitelighet avtar.
Pålitelighetsressursen som er iboende i utformingen av lokomotivet under design og konstruksjon forbrukes gradvis, og hvis verdien er under et visst nivå, kan det oppstå skade (svikt) på lokomotivet, noe som kan forårsake en ulykke, oftere - brudd på togplan, overdreven forbruk av drivstoff eller elektrisitet, stopp ved jernbanestrekning osv. Slike fenomener kan også oppstå plutselig.
For å forhindre disse uakseptable fenomenene er et vedlikeholds- og reparasjonssystem (TR) opprettet og fungerer. Vedlikeholds- og reparasjonssystemet inkluderer et sett med arbeider for å vedlikeholde og gjenopprette servicebarhet eller bare servicevennlighet for lokomotivet og rullende materiell med flere enheter til MVPS.
Vedlikehold skiller seg fra reparasjoner i volum og innhold av arbeidet. Det meste av vedlikeholdsarbeidet utføres uten fjerning av utstyr og bruk av maskinering. Grunnleggende restaureringsarbeid under vedlikehold: justeringer, metallbearbeiding på stedet, utskifting av ubrukelige eller raskt slitasjedeler når de når maksimale toleranser for nye, tiltrekking, festing, tilsetting eller skifting av smøremidler i friksjonsenheter.
Fire typer vedlikehold er etablert: TO-1, utført i driften av TPS av lokomotivmannskaper, TO-2, TO-3 og TO-4 - utført i lokomotivdepoter av reparasjonsteam av mekanikere.
Vedlikehold skal sikre høy teknisk beredskap av lokomotiver og rullende materiell med flere enheter, deres uavbrutt og ulykkesfri drift i henhold til togplanen, og langsiktig ytelse. Chassis, bremseutstyr, lokomotivsignaler, fartsmålere, årvåkenhetsovervåking og radiokommunikasjonsutstyr er underlagt spesiell kontroll, d.v.s. alle komponenter og sammenstillinger, hvis gode stand sikrer togtrafikkens sikkerhet.
Reparasjoner er et sett med operasjoner som utføres med sikte på å gjenopprette brukbarheten eller funksjonaliteten til TPS og gjenopprette ressursen (levetiden til elementene), det regulatoriske utseendet som oppfyller kravene til PTE, samt eliminere feil og funksjonsfeil som oppstår under drift av TPS på linjen eller blir identifisert under vedlikehold
TPS-reparasjoner inkluderer nåværende TR-1, TR-2 og TR-3, utført i lokomotivdepoter, og kapitalreparasjoner KR-1 og KR-2, utført ved lokomotivreparasjonsanlegg.
Volumer obligatorisk arbeid utført for alle typer vedlikehold og reparasjoner av hver type og type (serie) av TPS er regulert av reglene for strøm og overhaling av elektrisk rullende materiell, diesellokomotiver, dieseltog og instruksjonene for vedlikehold av elektriske tog i operasjon.
Tid brukt på vedlikehold og reparasjon er ekskludert fra nyttig tid operativt arbeid lokomotiv (transportarbeid) og er uproduktivt, derfor kan effektiviteten av å organisere vedlikeholds- og reparasjonssystemet vurderes av lokomotivets tilgjengelighetsfaktor
hvor er kalenderfondet for lokomotivtiden for perioden mellom planlagte typer reparasjoner av TR;
– antall tjenester і -th type for samme periode;
– varigheten av oppholdet til lokomotivet på і - type tjeneste
R– antall typer vedlikehold mellom planlagte reparasjoner.
Figur 1. Struktur av vedlikeholds- og reparasjonssystemet
Diagrammet (fig. 1) viser strukturen til vedlikeholds- og reparasjonssystemet. Den består av to delsystemer: opprettholde driftssikkerheten på et akseptabelt nivå, sikre fravær av feil i driften, og et delsystem for å gjenopprette strukturell pålitelighet.
Typer vedlikehold og rutinemessige reparasjoner
TIL kategori:
Vedlikehold og restaurering av anleggsmaskiner
Essensen av vedlikeholds- og reparasjonssystemet
Under driften av DM-er er det viktig å styre ytelsen deres. Vedlikehold høy level Driftsdyktighet sikres ved å forhindre økt slitasje på deler, feil og skader på monteringsenheter og maskiner som helhet gjennom regelmessig implementering av et sett med organisatoriske og tekniske tiltak. De er utviklet basert på anbefalingene fra produsenter, forskriftsmessig og teknisk dokumentasjon for vedlikehold og reparasjon av maskiner, samt kravene fra Gospromatnadzor og Statens Trafikktilsyn for sikker drift og utføres med etablert frekvens og arbeidsintensitet. Listen over utførte operasjoner, deres kompleksitet og frekvens bestemmer vedlikeholds- og reparasjonsregimet. Vilkår, definisjoner, standarder og moduser for vedlikehold og reparasjoner er gitt i den forskriftsmessige og tekniske dokumentasjonen.
Under drift utføres følgende: månedlig vedlikehold (MS); planlagt vedlikehold (MRO), utført som planlagt med visse intervaller; sesongmessig vedlikehold (SO), utført ved klargjøring av maskinen for sommer- og vinterdriftsforhold. For spesifikke maskiner er det planlagt flere vedlikeholdsoperasjoner, forskjellig i arbeidsomfang og frekvens. Avhengig av rekkefølgen tildeles de et serienummer, og omfanget av vedlikeholdsarbeid med et høyere serienummer inkluderer alle operasjoner fra tidligere vedlikehold, inkludert IEO.
Ved daglig vedlikehold utføres følgende: generell overvåking av maskinens tekniske tilstand, rengjøring og vask for å opprettholde utseendet og etterfylling av drivstoff og olje. SW utføres vanligvis før eller etter et arbeidsskift. Planlagt vedlikehold inkluderer i tillegg justering, kontroll og diagnostikk, feste- og smørearbeid.
For å gjenopprette maskinens funksjonalitet blir den reparert, som inkluderer et sett med arbeider for å eliminere skader og feil. I samsvar med arbeidets art og formål skilles det mellom nåværende (T) og større (C) reparasjoner.
Gjeldende reparasjoner utføres for å eliminere eventuelle feil og funksjonsfeil som har oppstått og sikre garantert drift av maskinen frem til neste planlagte reparasjon. Typiske rutinemessige reparasjonsarbeider er: demontering, feilsøking, rørleggerarbeid, sveising, montering, maling, utskifting av deler og monteringsenheter i den grad det bestemmes av maskinenes tekniske tilstand.
Større reparasjoner utføres for å gjenopprette funksjonaliteten til maskinen og dens monteringsenheter, og sikre en levetid på minst 80 % av levetiden til den nye maskinen. En maskin eller monteringsenhet (objekt) sendes til større reparasjoner når grunnleggende deler krever reparasjon eller utskifting. Overhaling av en gjenstand innebærer fullstendig demontering, defekt reparasjon, restaurering eller utskifting av deler, etterfulgt av montering, justering og testing. Basisdeler danner grunnlaget for objektet og sikrer riktig plassering og funksjon av alle deler og monteringsenheter som helhet. På større renovering følgende gjenopprettes: hull og tetthet av skjøter, relativ plassering av deler, mikrogeometri av arbeidsflater, struktur og hardhet av metaller, utseende og tilkoblingsdimensjoner til monteringsenheter.
Lignende artikler
-
Byggeordrer i massevis
Toskansk orden, en av de fem romerske arkitektoniske ordenene. Navnet er assosiert med etruskisk (toskansk) arkitektur. Det er fraværende i det greske ordenssystemet, selv om det ligner på den greske doriske ordenen, som er enklere i detalj, som den...
-
Jose David Alfaro Siqueiros malerier
"Realisme er ikke en formel etablert en gang for alle, ikke et dogme, ikke en uforanderlig lov. Realisme, som en form for refleksjon av virkeligheten, må være i konstant bevegelse, sier Siqueiros. Og enda en av hans uttalelser: "Seeren er ikke ...
-
Dannelsen av det frankiske riket
FRANKER en gruppe germanske stammer (Hamavas, Bructeri, Usibets, Tencteri, Sugambri, etc.), som grunnla Frankrike og Tyskland i tidlig middelalder. Opprinnelig bebodd de nedre delene av Rhinen. De ble delt inn i to grupper: Salic, som...
-
Hvor brukes estere?
Send ditt gode arbeid i kunnskapsbasen er enkelt. Bruk skjemaet nedenfor Studenter, hovedfagsstudenter, unge forskere som bruker kunnskapsbasen i studiene og arbeidet vil være deg veldig takknemlig. Postet på...
-
Slaget ved Leipzig (Battle of the Nations) (1813)
4. - 7. oktober (16. - 19.) i Leipzig-regionen (Sachsen) under krigen til den 6. anti-franske koalisjonen mot Napoleon-Frankrike. Den militærpolitiske situasjonen før slaget ved Leipzig var gunstig for de allierte maktene...
-
Workshop "Mennesket i den sosiale dimensjonen"
Samfunnsfagstest Man er en personlighet for elever i 6. klasse i Federal State Education Standard. Testen inneholder 2 alternativer med 8 oppgaver hver og er ment å teste kunnskap om temaet Mennesket i den sosiale dimensjonen. Alternativ 1 1. Finn den mest korrekte slutten...